������Q���ӱ�ʢ�����������˾
ϵ�ˣ�����չ��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺49761728@QQ.com
ϵ��ַ����ˮ�З����h�|�h·����䓹��I�@�^
�]����53100
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�ӱ�ʢ�����������˾
ϵ�ˣ�����չ
��ԃ�ᾀ��156 3184 1616
�Ԓ��0318-826 9616
ϵ��ַ���ӱ�ʡ��ˮ�З����h�|��h·�|��I�Ƽ��@
�aƷ���c��
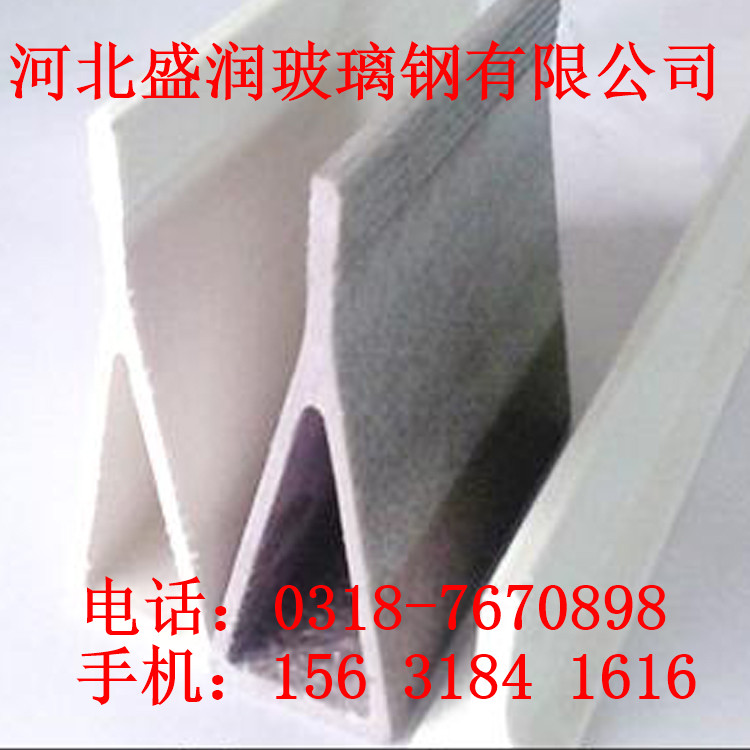
����䓵ذ������a����֧�������ͺ�֧�������a��֧����,�i�õذ������������������䓱����䣬���������� �����֧��������Ҫ���������Bֳ�a�I������C���֧�����á����aƷ����һ��֧�������h�����g�����������d�������ɸ����͑�Ҫ���������N��̖�ߴ磬���b��ж�����p�㡣
���õ��ͻ��W�ͭh�����|���g�������p�|�����_�����^���ԡ����Լѡ����ϻ��������L����S�o��������ȼ���^�����ᡢ���b���Ρ��и�㡢���OӋ�ԏ���������^��
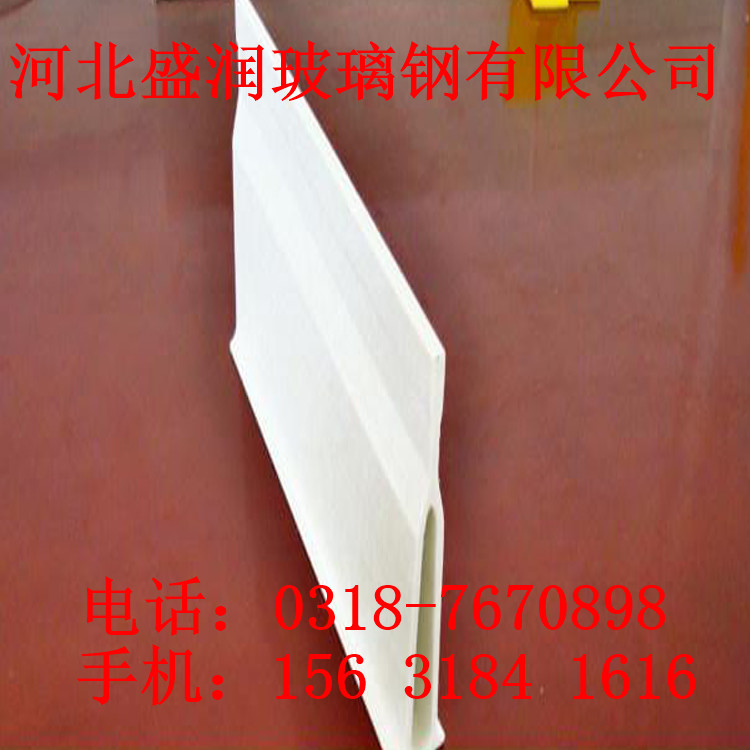
�����֧��������Ҫ���������Bֳ�a�I������C���֧�����á����aƷ����һ��֧�������h�����g�����������d�������������ã��ɸ����͑�Ҫ���������N��̖�ߴ磬���b��ж�����p�㡣
�L�ȸ������H�����������a���Ɂ�D��Ӷ��ơ�
�aƷ���ԣ� -���õ��ͻ��W�ͭh�����|���g���� -�ߏ����p�|�����_�� -�^���ԡ����Լ� -���ϻ��������L����S�o -������ȼ���^������ -���b���и�㡢Ѹ�� -���OӋ�ԏ���������^
Ҏ����̖
����˾�ɸ����͑������M�ж��ƮaƷ,�粻ͬ��Ҏ����̖,��ͬ�����γߴ�,��ͬ��ؓ�dҪ���.�����̶ȵ؝M��͑���Ҫ��,���܌��и�����p�Ľ������,�Ķ���͑����s�ɱ�.
�a Ʒ���a��ˇ��
1�����D��ˇ
��������������D�����^�������ͼ������z���A���͡��̻����͡��������Д�ȹ���M�ɡ��o���ּ��ļ����������^�����b���M���֬�۽���֬�zҺ��Ȼ���M���A����ģ����������֬�͚����ų������M�����ģ���z���̻����̻������Ʒ�ɠ����C�B�m����؏�ģ��������������Д��C���L�Дࡣ
2����ˇ����
���D����ˇ���Ƶą�����Ҫ�������͜ضȡ��̻��r�g�����������������ٶȵȡ�
��1�����͜ض�
�����D�����^���У������ڴ�Խģ�ߕr�l����׃�������P�I�ġ�
�����w�S���z��ͨ�^�ӟ�Ľ���ģ�ߣ�һ�㌢�B�m���D�^�̷֞��A��^���z���^�̻��^����ģ����ʹ�üӟ����ӟᡣ��֬�ڼӟ��^���У��ض���u���ߣ�ճ�Ƚ��͡�ͨ�^�A��^��֬�wϵ�_ʼ�z�����̻����ڹ̻��^�ȮaƷ�ܟ��^�m�̻����Ա��C��ģ�r�����Ĺ̻��ȡ����ژ�֬�ķş��ֵ���ض����ޞ��֬�Ľ���ضȡ��ضȡ��z���r�g�����ّ���ƥ�䡣�A��^�ضȿ����^�ͣ��z���^�c�̻��^�ض����ơ��ضȷֲ���ʹ�aƷ�̻��ş����F��ģ���в���ǰ���z���̻����x�c��������ģ���в����ض��ݶȲ����^��
��2�����D�ٶȵĴ_��
���Dģ�ߵ��L��һ���0 ��6-1 .2m����һ���Ĝضȗl���£���֬�wϵ���z���r�g����ˇ�����ٶȵĴ_���Ƿdz���Ҫ�ġ�һ����f���x�����D�ٶ�Ҫ��ֿ��]ʹ�aƷ��ģ���в��z���̻���Ҳ��Ó�x�c���в����M����ǰ��������D�ٶ��^�졢��Ʒ�̻��������߲��ܹ̻���ֱ��Ӱ푵��aƷ�|����������D�ٶ��^�����Ͳ���ģ��ͣ���r�g�^�L����Ʒ�̻��^�ȣ��aƷ�p�ȕ����͡����D��ˇ�چ��ӕr���ٶȑ�������Ȼ����u��ߵ��������D�ٶȡ�һ�����D�ٶȞ�500һ1300mm/min��
��3��������
�������DZ��C��Ʒ�����ģ���P�I���������Ĵ�С�ɮaƷ�cģ��֮�g�Ľ����ϵļ��Б������_������ģ���м��������S���ٵ�׃����׃���ġ�
ģ�����̎�ļ��Б����cģ�߱ڸ�����֬��ճ��������һ�¡�ͨ�^���أ���ģ���A��^�ȣ���֬ճ���S�ض����߶����ͣ�������Ҳ�_ʼ�½�����ʼ��ֵ��׃���ɘ�֬ճ�����w�����|�Q�������⣬���Ϻ�����ģ����ڜض�Ҳ����ʼ������Ӱ푺ܴ�
���ژ�֬�̻�����������ճ�����Ӷ��a����2�����Б����塣ԓֵ�����ژ�֬�cģ�߱����Ó�x�c�����c�����Pϵ�ܴ������ٶ����ӕr���@���c�ļ��������pС��
���3�^��Ҳ��ģ�߳���̎�����F�B�m�ļ��Б������@�������ڹ̻��^���cģ�߱�Ħ������ģ��@��Ħ�����^С���������ڹ�ˇ�����к���Ҫ������������ʹ��Ʒ����❍��Ҫ��aƷ��Ó�x�c�ļ��Б����^С�����ұM��Ó�xģ�ߡ���������׃�������ˮaƷ��ģ���еķ�����B�����c�S�����أ��磺�w�S��������Ʒ�Ď��Π��c�ߴ硢Óģ�����ضȡ����ٵ����Pϵ��
��4�������D��ˇ׃�������P��
�ᅢ�������١�������������ˇ�����У��ᅢ�����ɘ�֬ϵ�y�����ԁ��_���ģ������D��ˇ�Б�����Q����Ҫ���ء����D�ٶȴ_����ԭ�t���ڽo����ģ�Ȝض��µ��z���r�g�����C��Ʒ��ģ���в��z�����̻������������Ƽs�����^�࣬�磺���cģ�ߜض��Pϵ�ܴ��ܵ����D�ٶȵĿ��ơ����ٵ�����ֱ��Ӱ푵����Б����ĵڶ�����ֵ����Ó�x�c̎�ļ��Б�����Óģ����Ӱ�Ҳ�Dz��ݺ�ҕ�����ء�