���˜��nj�GB/T13587��92���~���~�Ͻ��U�ϡ��U����ͼ��g�l��������ӆ�����˜��cGB/13587��92��ȣ���Ҫ������׃�ӣ�1.ԭ�˜ʏU�ϵ������ΑB����Ժ�̖�ֽM����ӆ�����������ΑB������M�e��ӆ�鰴�U�ϵ����Q�ֽM��ԭ�˜ʌ��U�ϵļ��e�ֵ��^����������6���������ײ�������ӆ�����e������3��5����ʹ�了�Ρ�ͨ�á��ײ���������ISRI�˜ʿ��n��ԭ�˜���Ҫᘌ��~�ӹ��ИI�a���ďU�ϣ�������I����գ�ֱ�����á�
34*5�o�p䓹�--Q355B�o�p䓹�34*5�N��



20#�o�p䓹ܲ��|��20#䓣����ȱ�15#�Ըߣ����ٴ�𣬟o�ػ���ԡ���׃�����Ըߡ�һ�㹩���������ӡ���߅���N���ȼӹ���늻����ͽ��|���ĺ������ܺã��⺸�r���С������Ҫ�������Π���s���Ƽ����װl���Ѽy�������ӹ�����λ������B�^�˻��B�á�һ��������������������g��Ҫ��ߵĹ�����
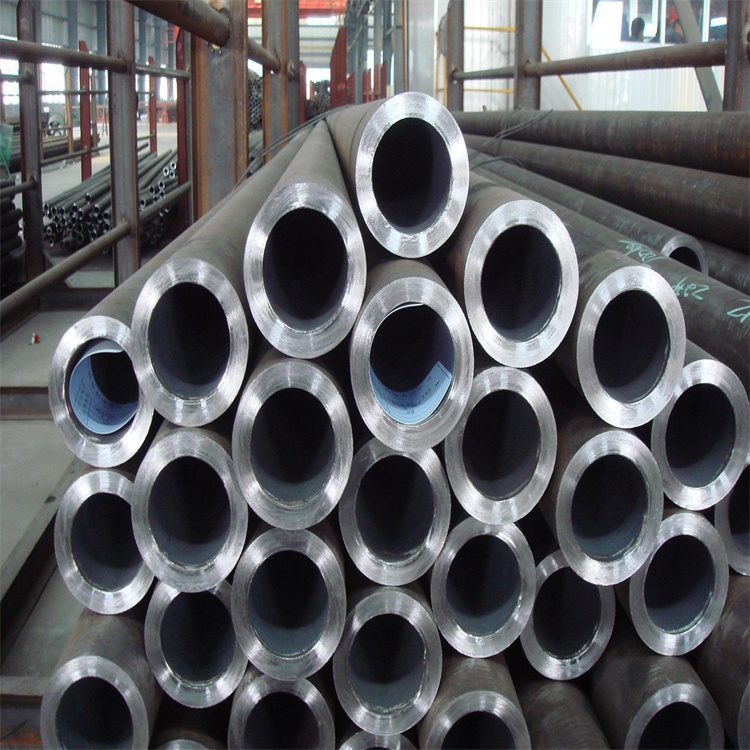
1.1䓹ܹ��Q�⏽��88.9mm�����Q�ں��6.45mm��
1.2 䓹ܵ��⏽�ͱں����Sƫ����ϱ�1��Ҏ���� �� �⏽���Sƫ��+ 0.50mm��0.20mm �ں����Sƫ�� + 0.97mm��0.77mm ��
2 䓹ܵ�ͨ���L�Ȟ�9400mm��9750mm��
3 ���� 3.1 䓹ܵď����Ȳ��ô���1.0mm/m��
3.2 䓹܃ɶ˶��摪�c䓹��S����ֱ���п�ë�̑��������
4 ���� 䓹ܰ����H������؛����ɰ���Փ������؛��䓹�ÿ����Փ������13.115kg/m��
5.䓹ܵij�Ʒ���W�ɷ����Sƫ�����GB/T 222�����PҎ����
6.��؛��B 䓹��ԟ�܈��B��؛��
7.���W���� ���m����̎����䓹ܵ����W���ܑ��_��API SPEC 5CT ��N80䓼���Ҫ��
8.�܌��� 䓹ܑ�����M�Мu��̽���ԙz�䓹ܵ��܌��ԣ��u��̽������ԇ���˹�ȱ��ͨ��ֱ�����2.2mm��0.01mm��
[���P䓈A�Ӌ�㹫ʽ]���P䓈A��c�ݼy䓵ą^�e�ڽ��������У����P䓈A䓺��ݼy��nj���ͬ�N�䓽��ͨ�з�������֮�g�IJ�ͬ��Ҫ���������c��1.���β�ͬ�����P䓈A䓵�������ǹ⻬�ģ��ݼy䓵�����控�������ε��ߡ����a�˜ʲ�ͬ���ڬF�И˜��У����P䓈A�ָHPB235��䓽�������a�˜��ǡ�䓽�������ß�܈����䓽(GB1313)���ݼy�һ��ָHRB335��HRB4��䓽�������a�˜��ǡ�䓽�������ß�܈����䓽(GB1499)�����Ȳ�ͬ�����P䓈A�(HPB235)���OӋ���Ȟ�21MPa���ݼy䓵ď����^���P䓈A�Ҫ�ߣ�HRB335���OӋ���Ȟ�3MPa��HRB4���OӋ���Ȟ�36MPa��䓷N��ͬ��(���W�ɷݲ�ͬ)�����P䓈A�(HPB235)��̼��䓣�䓷N��Q235���ݼy䓌ٵͺϽ�䓣�HRB335��䓽���2MnSi(2�i��)��HRB4��䓽���2MnSiV��2MnSiNb��2MnTi�ȣ��������W���ܲ�ͬ��

ͬ�r�����F��ɰ���T�������ď��Ⱥ̈́��ȣ���ɰ��Ӳ�ȸ�(9O����)���ɱ����T�����FÛɰ��ɰ��ȱ�ݣ������a�����^����T�����������F�ɳ�������FҺ���̕rʯī��Û�����ԣ������s�ס��s�ɵ�ȱ�ݡ�����ˇ���ڸ�ɰ���͙C�ό����F����ɰ����ɰ���ͣ���.4MPa���s�՚��£������w�������Wԭɰ����Ą������ã�ʹ��ɰͲ���F�̓�ǻ��ɰ���B�m�����ܣ��ڶ̕r�g�ܟ�Ӳ������˸�ɰ�ӵ�Ӳ�ȴ��Ҿ���ע��ɫ@�ñ���ͨɰ���T������❍��(�ֲڶȿ��_��.12.5����)�ߴ�(CT6��7��)���Ȳ��M�����ܵ��T����
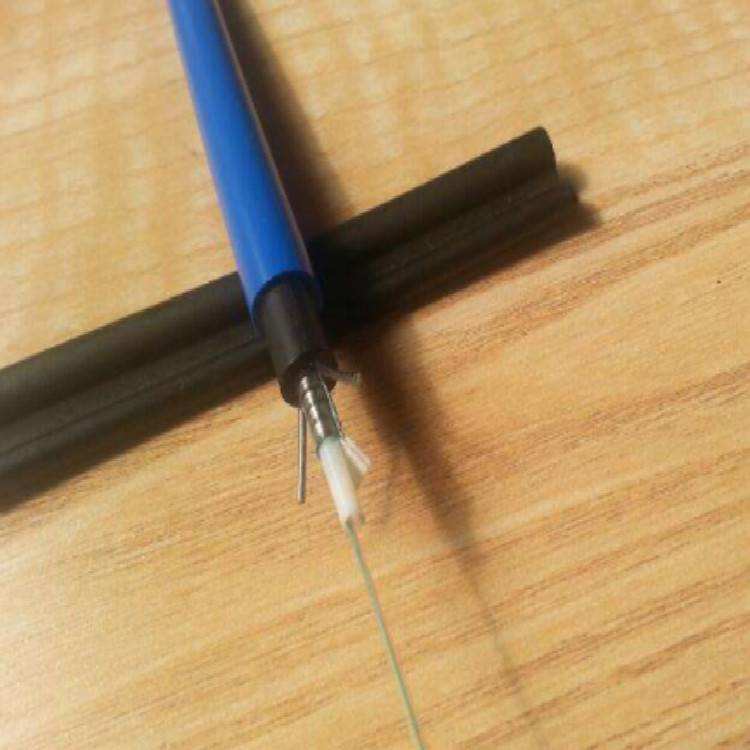
䓹�������F�aƷ����Ҫ�M�ɲ��֣��������칤ˇ�����ù����Πͬ���֞�o�p䓹ܣ��A�����ͺ���䓹ܣ��壬�������ɴ��
�o�p䓹� �������칤ˇ��ͬ���ַ֞��܈���D�����o�p䓹ܺ���Σ�܈���o�p䓹܃ɷN����Σ�܈�����ַ֞�A�ιܺͮ��ι܃ɷN��
��ˇ����
��܈���D���o�p䓹ܣ����A�������ӟ�����ס���݁б܈���B܈��D����Ó�ܡ���������p��������s�����ܡ��Cֱ���|�z�ں��ˮ��ԇ��̽��������ӛ����졣
��Σ�܈���o�p䓹ܣ��A�A�������ӟ�����ס����^���˻����ϴ��Ϳ�ͣ���~�����������Σ���܈�������ܡ���̎�����Cֱ���|�z�ں��ˮ��ԇ̽��������ӛ����졣
���ֱ�������^���늄әC���^���������������늾W늉��@���½���Ӱ�ͬһ늾W����늚��O�������O��������\�У����ؕr��ʹ�����O����늉��^�Ͷ��˳��\�У�����ʹ�����·�^늱��o�b���^�����o���������l��ʹ��·����Дࡣֱ�����ӕ�ʹ���τӵĹ����Cе�ܵ��Cе�ԛ_��������ˮ����ؓ�d���f���^�ߵ������D�،��~Ƭ���S�С����T�����ܛ�ԓp�����Cе׃�Ρ�ƣ�����ϻ�����Ӳ�ԓp�����Ѽy�����ѵȣ����^�鳣Ҋ�ģ���������ˮ�����ܵ��ě_�������������������^����a�����ص�ˮ�NЧ���p���O�䡣

푑��r�g���{�o�����̖���yо������ɵĕr�g�Q��푑��r�g����ͬ����ϣ���_�P�ٶȲ�ͬ�����ķN�M�ϣ����_���P----���ڿ��ٷ���ϵ�y�����_���P----���ڷ�ֹˮ�N�����_���P---���ھ������ࣻ���_���Pһһ����ƽ���^�ɡ�ZDF���늴��y�ɷ�ʹ���{������һ��B������ʮ���`��Uչ���|�m�÷��̡�늴��y�c�����Կ��y��ͬ���ڽ��|ճ���m�÷����^խ�����Կ՚⡢ˮ���������͵Ƚ��|�����Ȍ���늴��y��Y�������Dz�ͬ�ģ�һ����f�Dz���ͨ�õġ�
��;���
GB/T8162-2008���Y���ßo�p䓹ܣ�����Ҫ����һ��Y���͙Cе�Y������������|����̖����̼���20��45̖䓣��Ͻ��Q345��20Cr��40Cr��20CrMo��30-35CrMo��42CrMo�ȡ�
GB/T8163-2008��ݔ�����w�ßo�p䓹ܣ�����Ҫ���ڹ��̼������O����ݔ�����w�ܵ����������|����̖����20��Q345�ȡ�
GB3087-2008�����Љ�偠t�ßo�p䓹ܣ�����Ҫ���ڹ��I偠t������偠tݔ�͵��Љ����w�Ĺܵ����������|��10��20̖䓡�
GB5310-2008���߉�偠t�ßo�p䓹ܣ�����Ҫ�����վ�����վ偠t���ߜء��߉���ݔ�����w���估�ܵ����������|��20G��12Cr1MoVG��15CrMoG�ȡ�
GB5312-1999��������̼䓺�̼�i䓟o�p䓹ܣ�����Ҫ���ڴ���偠t���^������I��II���͉��ܵȡ��������|��360��410��460䓼��ȡ�
GB1479-2000���߉������O���ßo�p䓹ܣ�����Ҫ���ڻ����O����ݔ�ߜظ߉����w�ܵ����������|��20��16Mn��12CrMo��12Cr2Mo�ȡ�
GB9948-2006��ʯ���ѻ��ßo�p䓹ܣ�����Ҫ����ʯ��ұ���S��偠t���ύ�Q������ݔ�����w�ܵ�����������|��20��12CrMo��1Cr5Mo��1Cr19Ni11Nb�ȡ�
GB18248-2003����ƿ�ßo�p䓹ܣ�����Ҫ�����������Nȼ�⡢Һ����ƿ����������|��37Mn��34Mn2V��35CrMo�ȡ����ͼӹ�
������t�����䣬��ˮ���������С����䡱�������A����ˇ���ڻ��W��̎�����棬�ڑ���Һ�w�B̼������䓷��������˺ܴ��Mչ���@�r�������^�ġ����F�ܿڡ����g�����a��䓲ı��Q�顰�K䓡����Α����ڡ��N呡�ƪ���ἰ����Һ�w�B̼�����z���M�б���̎���Ĺ�ˇ���z�á����F味ɣ��ۻ����F�ܿڣ���ˮ�㽡�����Ʉ��š������Կ�����ԓ��ˇ�nj��z�����ۻ����F�НB̼��Ŀ����ʹ�����ɞ��̼䓣�������õ��R���w���������ڹ��w�B̼̎���ϲ��àF�������w�B̼��ˇ��

�����@�N���ϵ�yһ����x��ֵ���������ҵĸ��������D���a������Ŀǰһ���׃�l���˜����Þ�B�������ʽ���D���a�����@��Ҫ����׃�l�����OӋ��Ҫ���]�µ����D���a���Ľӿں͑����OӋ�c��������늄әC���^������ͬ��늄әC���~���l���²����������ӣ���Ҫ��׃�l���������ӡ��@���������ͬ��늄әC���D���������w�����D�Ӵň��Ǻ㶨�ģ����Զ��Ӵň��Įa����Ҫ����D�Ӵň��ŘO��λ�ã��Ԯa��늄әC�\�D����Ҫ���D�ء�
�@���@��������Ҫ�M���ܜp������Ӳ�������@��ǰ�����h��Ҫ�_�ף����_�ו�ʹ�@�ı���a������Ӳ�������������@���������ʹ�������@�����Øӛ_�_���Ŀס�ͬ�ӣ���ʹ���ք��M�o�@�M�r��Ҫ�o���Dz���ʹ�@�M�Д࣬�����@��Ҫ���־����B�m����ʹ�ø�����黨�@�����˷�ֹ�a��Ħ�����@�^Ҫ�����h�����P�������ǡ�ǰ�ǡ���϶�Ǻ������ٶȑ�������S�f�������ͽ^��������ͼ��gͨ�������н��١���Ҫ�^�e���Dz��P䓏��ȸ��ߺ���������Ӳ�����ԡ�














 ��վ֩���ģ�壺
������|
��ͷ����|
��ɽ��|
������|
��ɽ��|
������|
�ٽ���|
������|
���ֹ�����|
½����|
�żҽ���|
������|
��Դ��|
��ͤ��|
̨����|
������|
�����|
��ˮ��|
�żҸ���|
������|
������|
������|
��ˮ��|
��˶��|
�ij���|
������|
��Ϫ��|
��Ǩ��|
�ű���|
�Ϻ���|
������|
�ں���|
�鴨��|
��ƺ��|
�˰���|
��ͷ����|
������|
��ʢ��|
�׳���|
Ӧ�ñر�|
������|
��վ֩���ģ�壺
������|
��ͷ����|
��ɽ��|
������|
��ɽ��|
������|
�ٽ���|
������|
���ֹ�����|
½����|
�żҽ���|
������|
��Դ��|
��ͤ��|
̨����|
������|
�����|
��ˮ��|
�żҸ���|
������|
������|
������|
��ˮ��|
��˶��|
�ij���|
������|
��Ϫ��|
��Ǩ��|
�ű���|
�Ϻ���|
������|
�ں���|
�鴨��|
��ƺ��|
�˰���|
��ͷ����|
������|
��ʢ��|
�׳���|
Ӧ�ñر�|
������|