�o�p䓹ܟo�p䓹����Ì��Ĺ���������܈�Ƶġ����a���췽�������a������ͬ�ɷ֞��܈�ܡ���܈�ܡ���ιܡ��D���ܵȡ���܈�o�p��һ�����Ԅ�܈�ܙC�M�����a�����Ĺ������z�鲢�������ȱ�ݣ��س������L�ȣ��ڹ������˶����϶��ģ�Ȼ�������ӟ�t�ӟᣬ�ڴ��יC�ϴ��ס��ڴ���ͬ�r�������D��ǰ�M����܈݁����^�������£������Ȳ���u�γɿ�ǻ���Që�ܡ��������Ԅ�܈�ܙC���^�m܈�ơ������C�����ں������C�������_��Ҏ��Ҫ��
530*55�o�p䓹�--40cr�o�p䓹�530*55���и�



20#�o�p䓹ܲ��|��20#䓣����ȱ�15#�Ըߣ����ٴ�𣬟o�ػ���ԡ���׃�����Ըߡ�һ�㹩���������ӡ���߅���N���ȼӹ���늻����ͽ��|���ĺ������ܺã��⺸�r���С������Ҫ�������Π���s���Ƽ����װl���Ѽy�������ӹ�����λ������B�^�˻��B�á�һ��������������������g��Ҫ��ߵĹ�����
1.1䓹ܹ��Q�⏽��88.9mm�����Q�ں��6.45mm��
1.2 䓹ܵ��⏽�ͱں����Sƫ����ϱ�1��Ҏ���� �� �⏽���Sƫ��+ 0.50mm��0.20mm �ں����Sƫ�� + 0.97mm��0.77mm ��
2 䓹ܵ�ͨ���L�Ȟ�9400mm��9750mm��
3 ���� 3.1 䓹ܵď����Ȳ��ô���1.0mm/m��
3.2 䓹܃ɶ˶��摪�c䓹��S����ֱ���п�ë�̑��������
4 ���� 䓹ܰ����H������؛����ɰ���Փ������؛��䓹�ÿ����Փ������13.115kg/m��
5.䓹ܵij�Ʒ���W�ɷ����Sƫ�����GB/T 222�����PҎ����
6.��؛��B 䓹��ԟ�܈��B��؛��
7.���W���� ���m����̎����䓹ܵ����W���ܑ��_��API SPEC 5CT ��N80䓼���Ҫ��
8.�܌��� 䓹ܑ�����M�Мu��̽���ԙz�䓹ܵ��܌��ԣ��u��̽������ԇ���˹�ȱ��ͨ��ֱ�����2.2mm��0.01mm��
������ˮ���dz������_��ÿ�Վ�ʮ�f���װ��f�����ף����������ô���ˮ�ã����������ȫ���\�D��늺����ܸߣ�һ��ˮ�õ�늺�ռ��늺ĵ�7%���ϣ���ϵ�y�\���M���о�λ���@Щ�ܺ��У���һ���ֶ����ܺı����M���ˣ����˹��ܑ�ԓ��ˮ�ù��r�M���{�����oˮ��ˮ�����Б��õ�ˮ�ö����x�ıá��x�ıõ��{�������Ѓ��һ���ͨ�^�{��ˮ�ó��ڹ�·�ϵ��y�ځ���׃��·���ԣ����Fˮ�ù��r�c�{������һ��Ǹ�׃ˮ�õ��D�٣��Ķ���׃ˮ�õ��������������Fˮ�ù��r�c���{����

���Ϸ����{�ܶ��c��ע���ϵ��ܶ���ͬ�r�������^�̽Y������ע���͵����B�m����U�͓Q��ܷ��O��ˇ��ע�������@�õĿ׃�����䓽�\����ע�����������ɵ�����A�������B�m���������{�o�ڵėl����������@��һ�ΪM�L����ۣ��ڲۃȵ�����䓽�\��Ȼ���ע������������һ��䓽�ǻ��������Σ�����ÿһ���������B�������γ�һ���B�m�ĵ����ڡ����ڹ�ע���Ŀ��^������䓽�\�Ϸ��ö�MU�ܲ��ژ���Ȳ����Բ��R�ۣ�Ҳ�����m��������������������������Ҫ���ñ��o��ʩ�Է�ֹ�������ڌ����^�M��̎��r�Ɖĵ�U�͓Q��ܡ�
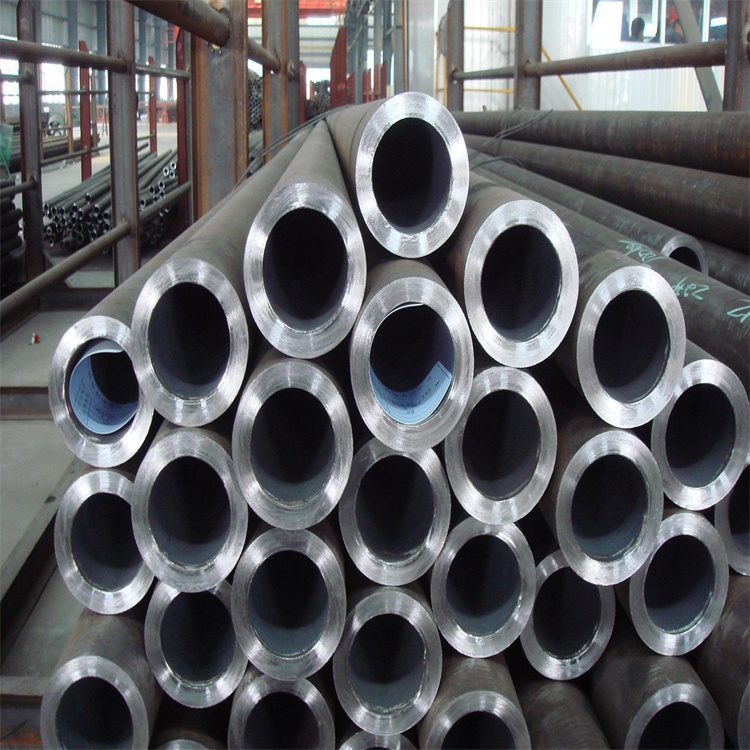
䓹�������F�aƷ����Ҫ�M�ɲ��֣��������칤ˇ�����ù����Πͬ���֞�o�p䓹ܣ��A�����ͺ���䓹ܣ��壬�������ɴ��
�o�p䓹� �������칤ˇ��ͬ���ַ֞��܈���D�����o�p䓹ܺ���Σ�܈���o�p䓹܃ɷN����Σ�܈�����ַ֞�A�ιܺͮ��ι܃ɷN��
��ˇ����
��܈���D���o�p䓹ܣ����A�������ӟ�����ס���݁б܈���B܈��D����Ó�ܡ���������p��������s�����ܡ��Cֱ���|�z�ں��ˮ��ԇ��̽��������ӛ����졣
��Σ�܈���o�p䓹ܣ��A�A�������ӟ�����ס����^���˻����ϴ��Ϳ�ͣ���~�����������Σ���܈�������ܡ���̎�����Cֱ���|�z�ں��ˮ��ԇ̽��������ӛ����졣
�����������^���ůͨ�y�T�����̡�������@�N�����քӺ�����ʽ�ؿ��y֮�g���y�T�������ԣ������x�����s��Щ���@�N���s�ԽoһЩ�I�Ձ������ˆT��Ͷ�C�ĘI�ՆT����ˡ��~Ŀ���顱�ęC�����ڴ˹P���e���ѵ��ǣ���Ŀǰ���Ј����кܶ�����ʽ�ؿ��y�Ĺ����̵ĘI�ՆT������һ�������{���ֱ��ļ�����ʽ�ؿ��y�w�������p�{�����ܵĜؿ��y���Ñ����]��Ҳ�е��Ñ��������@�ӵĜؿ��y���@�Dz���ǡ���ģ��������ܴ���[�����@�ӵ��ԄӜ؛Q�������y�y�w���m�����˺����{���ֱ�����ԓ�ֱ����OӋ˼�����Ǟ��˝M��������ʽ�ؿ��y�y�^���b֮ǰ���R�r����ϵ�y�{���ԝM�㹤��ԇ��ԇˮ���ѣ���ԇ��ԇˮ�^������Ժ���ȡ����֮��������ʽ�ؿ��y�y�^�����������R�r�ԣ�����ԓ�����{���ֱ��������y�w��ԭ�е����ڹ̶��ؿ��y�^����ͨ�ݼy�����������á�

H#2##+2#HQQ2Q+Q2����ijһHֵ������#��2#�����������������������Ȼ����ӡ����������������Դ���ơ������M�ϲ��ö��˹�Ӌ���������̼��ɽ��H��S������ýY���飺H4=69��.3Q2H5=69��.63Q2H6=7��.8Q2H7=69��.42Q2��ʹ�{�ٺ�ıýM���������������^ݔ���c�����ȑ�������cδ���r�{�ٱ��{�ٺ����������������P�̣�H2��Q2�����������ƶ����͵�Ч��ԭ��������Ч����ȸ��c��H/Q2��ֵ�����dz���ӛ��k��
��;���
GB/T8162-2008���Y���ßo�p䓹ܣ�����Ҫ����һ��Y���͙Cе�Y������������|����̖����̼���20��45̖䓣��Ͻ��Q345��20Cr��40Cr��20CrMo��30-35CrMo��42CrMo�ȡ�
GB/T8163-2008��ݔ�����w�ßo�p䓹ܣ�����Ҫ���ڹ��̼������O����ݔ�����w�ܵ����������|����̖����20��Q345�ȡ�
GB3087-2008�����Љ�偠t�ßo�p䓹ܣ�����Ҫ���ڹ��I偠t������偠tݔ�͵��Љ����w�Ĺܵ����������|��10��20̖䓡�
GB5310-2008���߉�偠t�ßo�p䓹ܣ�����Ҫ�����վ�����վ偠t���ߜء��߉���ݔ�����w���估�ܵ����������|��20G��12Cr1MoVG��15CrMoG�ȡ�
GB5312-1999��������̼䓺�̼�i䓟o�p䓹ܣ�����Ҫ���ڴ���偠t���^������I��II���͉��ܵȡ��������|��360��410��460䓼��ȡ�
GB1479-2000���߉������O���ßo�p䓹ܣ�����Ҫ���ڻ����O����ݔ�ߜظ߉����w�ܵ����������|��20��16Mn��12CrMo��12Cr2Mo�ȡ�
GB9948-2006��ʯ���ѻ��ßo�p䓹ܣ�����Ҫ����ʯ��ұ���S��偠t���ύ�Q������ݔ�����w�ܵ�����������|��20��12CrMo��1Cr5Mo��1Cr19Ni11Nb�ȡ�
GB18248-2003����ƿ�ßo�p䓹ܣ�����Ҫ�����������Nȼ�⡢Һ����ƿ����������|��37Mn��34Mn2V��35CrMo�ȡ����ͼӹ�
��ε���Ҫ���c�ǣ����aЧ���^�ߣ����a��׃���aƷҎ����^���㣬�`���Դ��ߵ��O��������Լ��O��ĽY���S�o���^���Ρ���ε���Ҫȱ�c�ǣ�����׃����С����˼ӹ����ζ࣬���a�����L���������Ĵ܃������❍�Ȳ��݁ʽ��܈�ܙC���LJ��������l�����o�p���P䓹��P�I�O�䡣����κ�䓹ܞ����ϣ���܈��܃��⏽�c�ں�ߴ���ؓС��.2-.5mm���܃������❍��Ra��.8��m�������������ں�.5mm���ٽ�����̎���܃������❍�ȿ��_Ra��.2-.4��m��

����˹������-2Ŀռ4%��߀ԭ������˹�ұ��펧�к�̼���|�ėl���£���ԇ�Y���������x��߀ԭ��=FeO����/TFe������1%�������뱺����r�£�Fe2O3ȫ��߀ԭ��Fe3O4�r��Փ�ϱ����V��߀ԭ�Ȟ�42.8%���ĈD8�ɿ��������ض���7��85��֮�g�r���S���Ż������ضȵ����ߣ��F�V���߀ԭ��Ҳ�S����ߡ������ض���7��75�棬��˹�ҵ��F�V��߀ԭ����ߵò��࣬߀ԭ�ȷքe��39.1%��4.2%��
��ˣ����о��_�l���˶�����̼���͵Ķ�����̼�ݿ��Ƶăx���ͷ���������Ƃ�����ʽ���ԭ�ϡ�����Ȼ���Һ�������o����������ʹ�ü״������a�ɱ��ߣ���ʹ���I���a���҄e�ij�·��̼���ӺY׃�������Ƶ���PSA�������g�ij��F���Q�@���y�}�����˗l����������ڣ����Ƴɹ����a̼���ӺY�Ƶ�ͬ���S���õ�����ա��״��ͣ��ĺϳɷ՝B̼���㑪�\�������c��ͬ�r�����M�˚�����������ݣ��y�������Ƽ��g�̓x����Ŀǰ���õ����ϳɚ�պ���̽�^�Ġt����Ƽ��g�ĝB̼����̎��C����̼�ݺ͝B����ȵķ����������a�еõ��V�����á�





























 ��վ֩���ģ�壺
������|
������|
̩����|
����|
��¹��|
������|
������|
�齭��|
��������|
������|
������|
������|
����������|
��ˮ��|
�Ƹ���|
�ˮ��|
������|
��ƽ��|
����|
������|
������|
��̨��|
������|
�˳���|
�����|
������|
������|
��ƽ��|
������|
�Ͼ���|
��ɳ��|
ɽ����|
������|
������|
������|
�����|
������|
������|
��Ϫ��|
�Ͻ���|
������|
��վ֩���ģ�壺
������|
������|
̩����|
����|
��¹��|
������|
������|
�齭��|
��������|
������|
������|
������|
����������|
��ˮ��|
�Ƹ���|
�ˮ��|
������|
��ƽ��|
����|
������|
������|
��̨��|
������|
�˳���|
�����|
������|
������|
��ƽ��|
������|
�Ͼ���|
��ɳ��|
ɽ����|
������|
������|
������|
�����|
������|
������|
��Ϫ��|
�Ͻ���|
������|
