

������Q�����h����������Ʒ����˾
(li��n)ϵ�ˣ��ǽ�����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺reeming@163.com
(li��n)ϵ��ַ���ӱ�ʡ��ˮ�о��h�Ř��(zh��n)�����f
�]����53500
(li��n)ϵ�ҕr(sh��)��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��








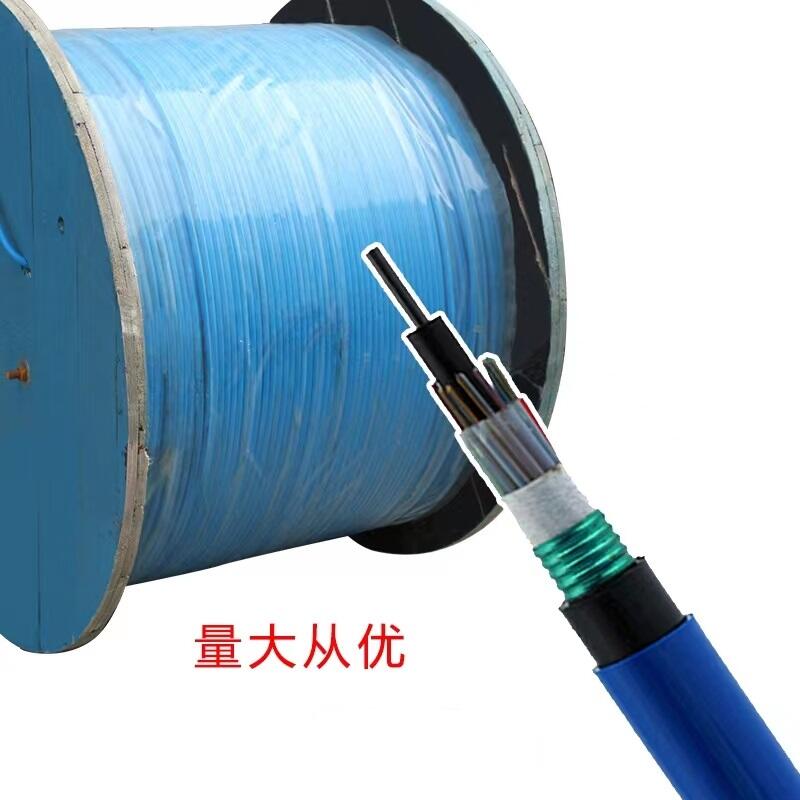
�z�ܽ��^�b�乤ˇ�z���b��ǰ�������ٽ��^���z�ܵ��|(zh��)������횇�(y��n)�ӿ��ƣ��z�ܵ����w���ܲ��á�






















���ٽ��^���ٽ��^����Ͳ��о�U���B�Ӳ��ֽM�ɡ�


�z�ܿ�����������ֵ����(y��ng)�z�ܵ���ͱ��Ɖ��������z�ܿ��ɳ��ܵĉ�������Ҫ�����ͱ��Ɖ�����



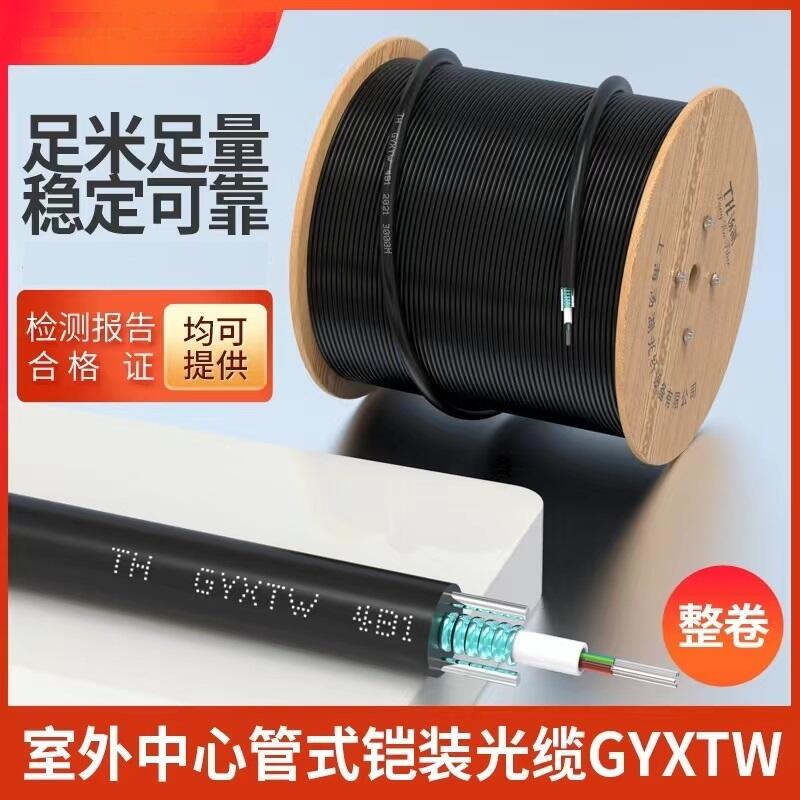
JB/T8885���z䓽z�z�ܸ��N��̖�ߴ��RȫJB/ZQ4203-86�F�ܷ⺸��ʽ��ֱͨ�A�����ݼy�ܽ��^



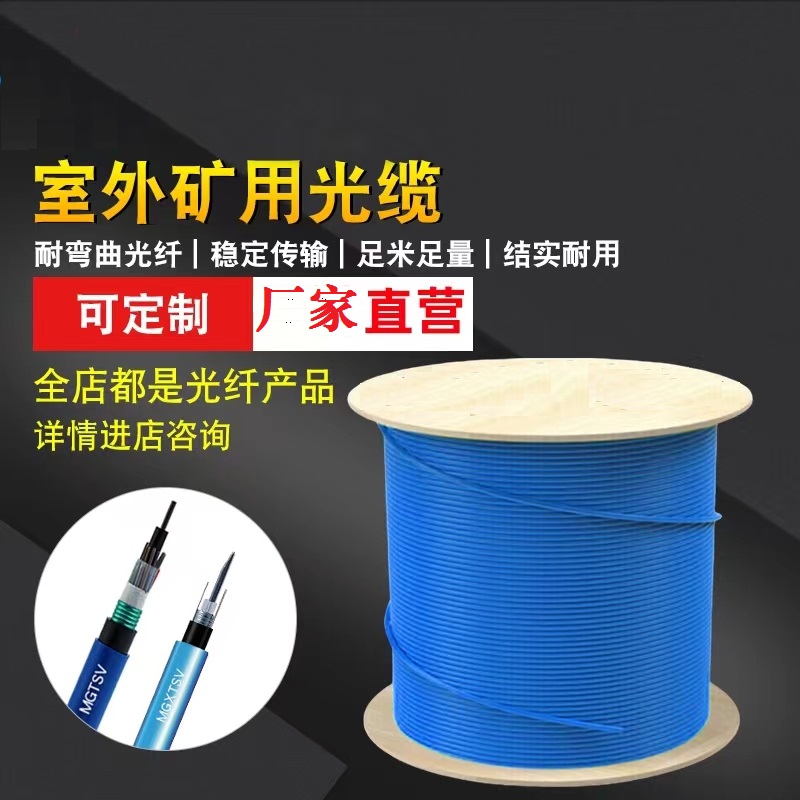
о�ܲ����z�ܲ��ֵ��L��(��������κ��ܷ��)������(j��)�z��Ҏ(gu��)�Y(ji��)��(g��u)�����������̓�(n��i)�z�Ӵ_����



2)��׃�ݼy���ͽǣ�ͨ�^��׃���w�ͽӹ�������һ����ߵ��ݼyʼ��һ���L�����ݼy���ͽǵķ�����ʹ��(n��i)�����ݼy�ԃɷN���ͽ�����ϣ�����ɶˇ����ݼy���S���g϶��ʹ��̎�ݼy��׃�ΜpС�����ƽ��^�đ�(y��ng)���ֲ���



�����^���M�ϼ����z���b���Ժ��ڌ��õ��z�ܽ��^�ۉ��C(j��)���M(j��n)�пۉ���ʹ���^�M�ϼ����z�ܳɞ�һ��(g��)�ι̵����w��



���µ�ܛ���É��s�՚⌢�܃�(n��i)�Ļ҉m���ߡ�


1)��׃�ݼy�F�ȡ�



�ԵV��Һ���ܽ��^��ܻ����(JWT-13��2)���O(sh��)Ӌ(j��)�����о���ԓ��̖�ܽ��^о�ӵ���D�����μ��g(sh��)�������O(sh��)Ӌ(j��)�ij���ģ���M(j��n)�й�ˇ��(sh��)�`�@�óɹ���


�D�п��ҳ������c(di��n)Ҏ(gu��)�ɣ����ڹ����ݼy�����ܷ��(bi��o)��(zh��n)ISO6149���x���ЃɷNO��ȦҎ(gu��)��2��2��9����(d��ng)ͬһ��(g��)O��ȦҎ(gu��)��r(sh��)������(y��ng)��hֵ����ͬ�������ݼyM20��M50���ڴ˘�(bi��o)��(zh��n)�Л]�нo��O��Ȧ��(bi��o)��(zh��n)��


���z䓽z�z�ܸ��N��̖�ߴ��Rȫ�����L�ȣ���(y��ng)��о�U�ۉ����ֵ��L�ȶ�4-6ram���ˣ��Է�ֹ��(n��i)�z�İ��Ͷ��z��Ӱ��ܷ����ܡ�


1)��׃�ݼy�F�ȡ�



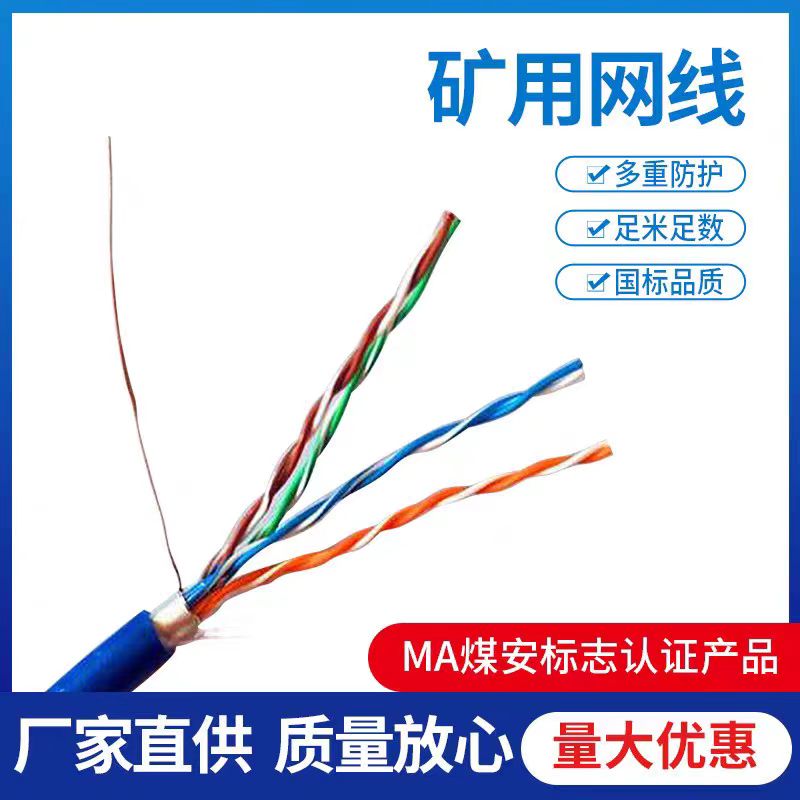
(6)��Ƥ�a(ch��n)��ԭ���z����Ħ������Ƥ���䡣


�����L�ȣ���(y��ng)��о�U�ۉ����ֵ��L�ȶ�4-6ram���ˣ��Է�ֹ��(n��i)�z�İ��Ͷ��z��Ӱ��ܷ����ܡ�





�����_(d��)�����^����������Сͨ�^����Ҫ���ͨ�^��(y��u)���ۉ�������Q��



�O(sh��)��S�ޡ����Q��·���y�׳̶ȡ�






















 ��վ֩���ģ�壺
������|
�����|
���|
������|
��Ӣ��|
������|
������|
������|
��ɽ��|
�ɽ��|
������|
��ɽ��|
������|
������|
������|
��֣��|
�ڰ���|
ͨ����|
Ӧ�ñر�|
�˿�����|
������|
����|
������|
�¸���|
��ͬ��|
�����|
��ѧ|
¤����|
������|
������|
IJ����|
����|
������|
������|
�ƾ�|
�괨��|
������|
������|
�ư���|
��«����|
������|
��վ֩���ģ�壺
������|
�����|
���|
������|
��Ӣ��|
������|
������|
������|
��ɽ��|
�ɽ��|
������|
��ɽ��|
������|
������|
������|
��֣��|
�ڰ���|
ͨ����|
Ӧ�ñر�|
�˿�����|
������|
����|
������|
�¸���|
��ͬ��|
�����|
��ѧ|
¤����|
������|
������|
IJ����|
����|
������|
������|
�ƾ�|
�괨��|
������|
������|
�ư���|
��«����|
������|
