������Q���_�����S�rСϼģ������˾
ϵ�ˣ��Сϼ����
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺422569987@qq.com
ϵ��ַ���㽭�S�r���ǹ��I�^18857609316
�]����318020
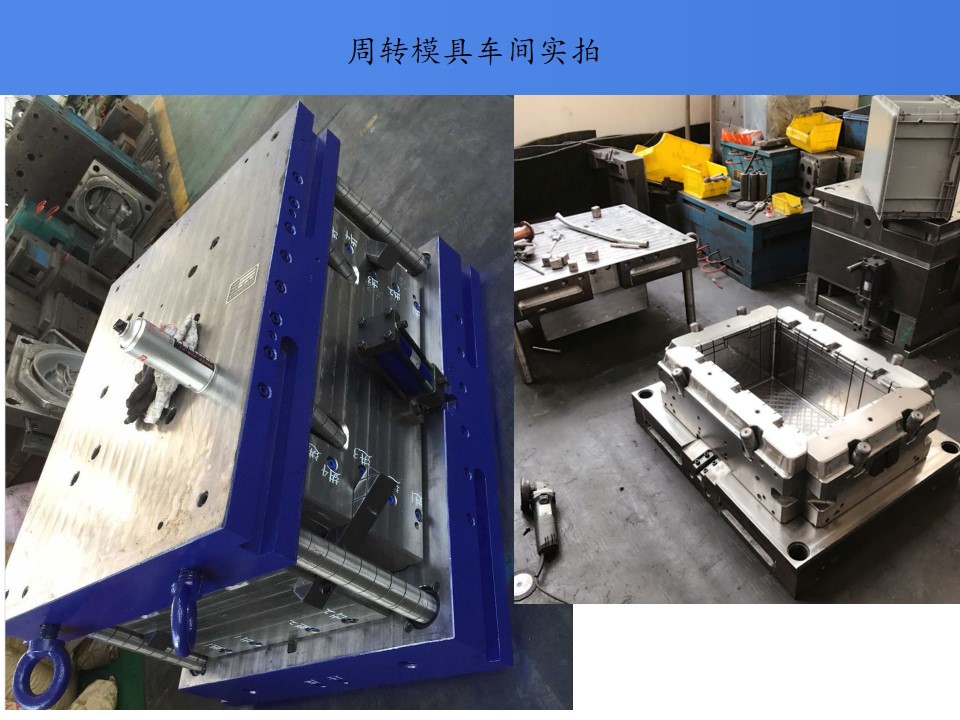
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
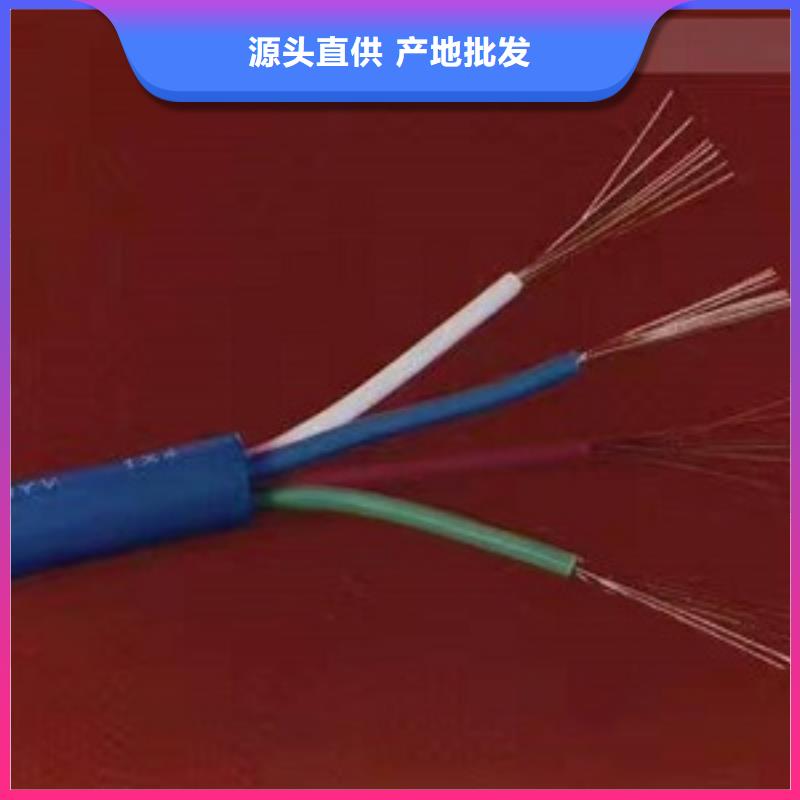
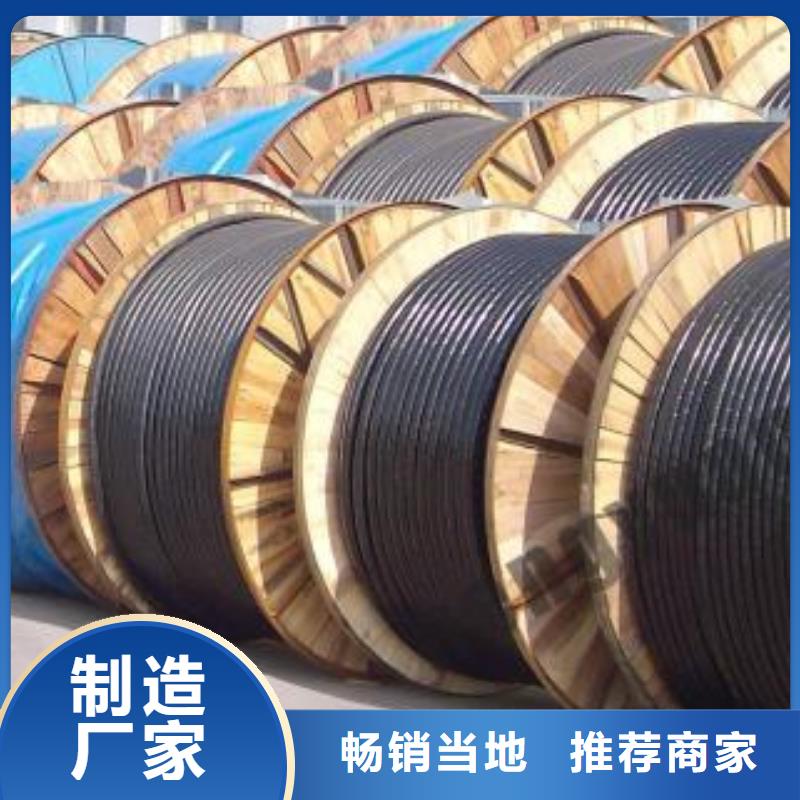
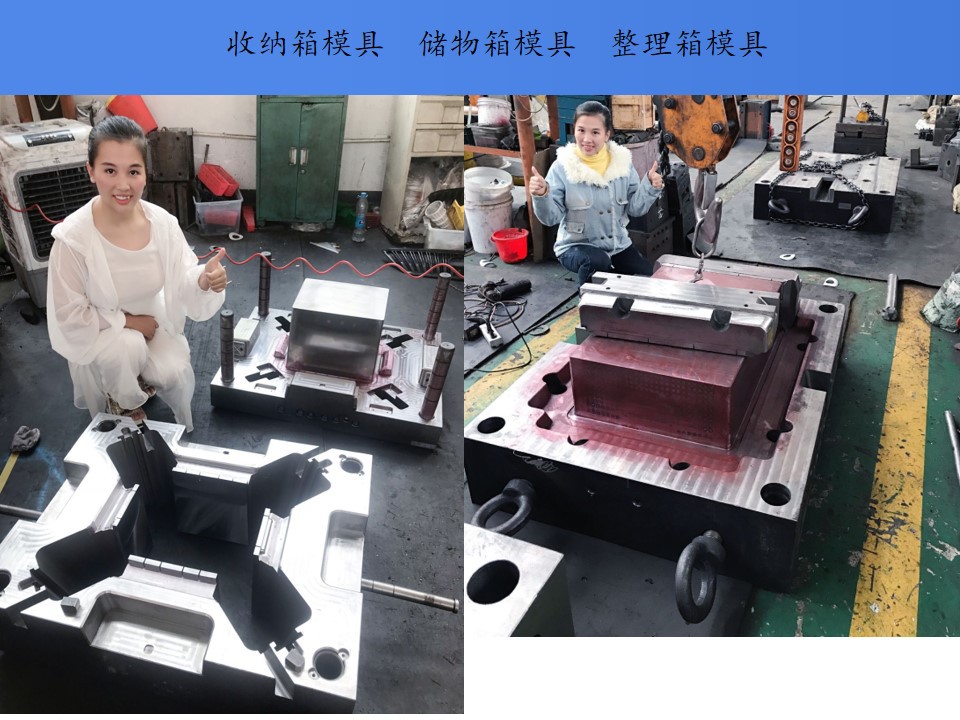
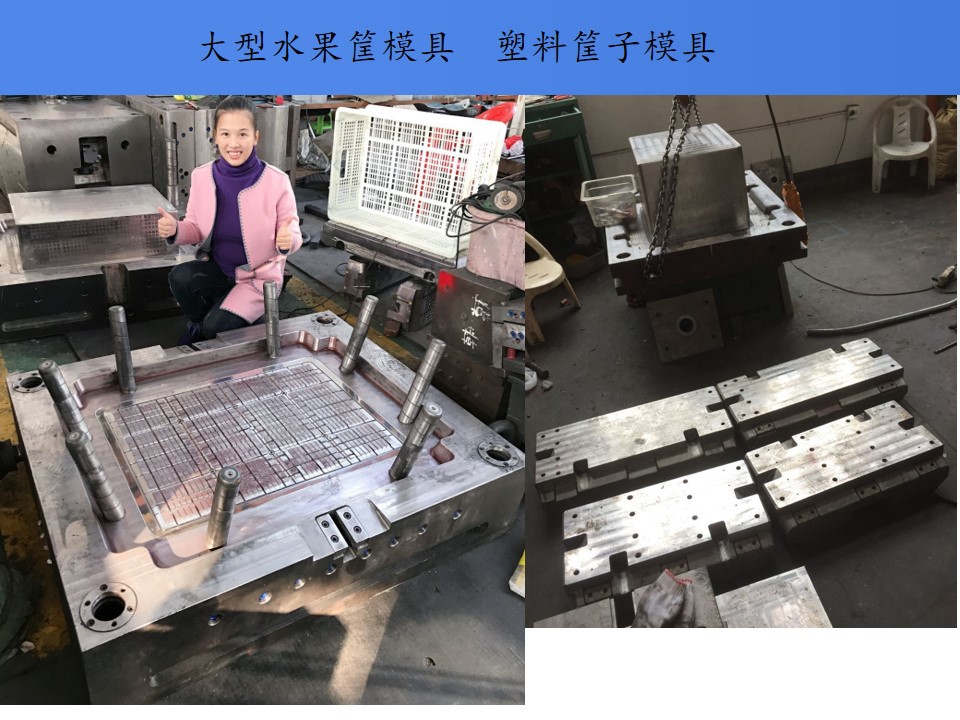
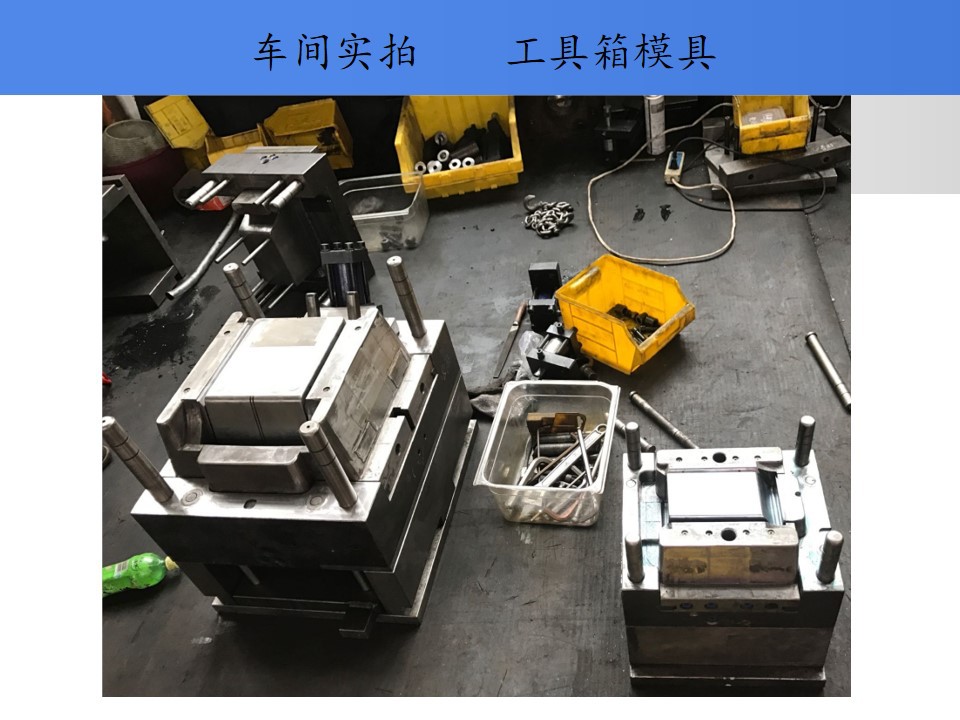
������PETע�ܺ�ע��ģ�� ����pet�����ռ{��ע��ģ�� �ӹ��S
���D��ע��ģ��
��ܰ��ʾ������r��ע��ģ����ԃ�ᾀ��18857609316 ꐿ����ᾀ��0576--89881100��
Сϼģ���Џ����OӋ�Fɽ��ܣ��ṩ��Ʒ�����ߣ����S�D�������S�D�������Ԉ�r�_ģ���gӭ������ԃ��r��

|
��̖�� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM�˜ʣ�HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y�� |
������/������ |
|
�OӋܛ���� |
UG; PROE; CAD |
|
���ϲ��|�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��-3,000,000�� |
|
ģ�߳ߴ磺 |
�����aƷ�OӋ |
|
ģ�������� |
�����aƷ�OӋ |
|
��Ʒ�� |
�����aƷ�OӋ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |






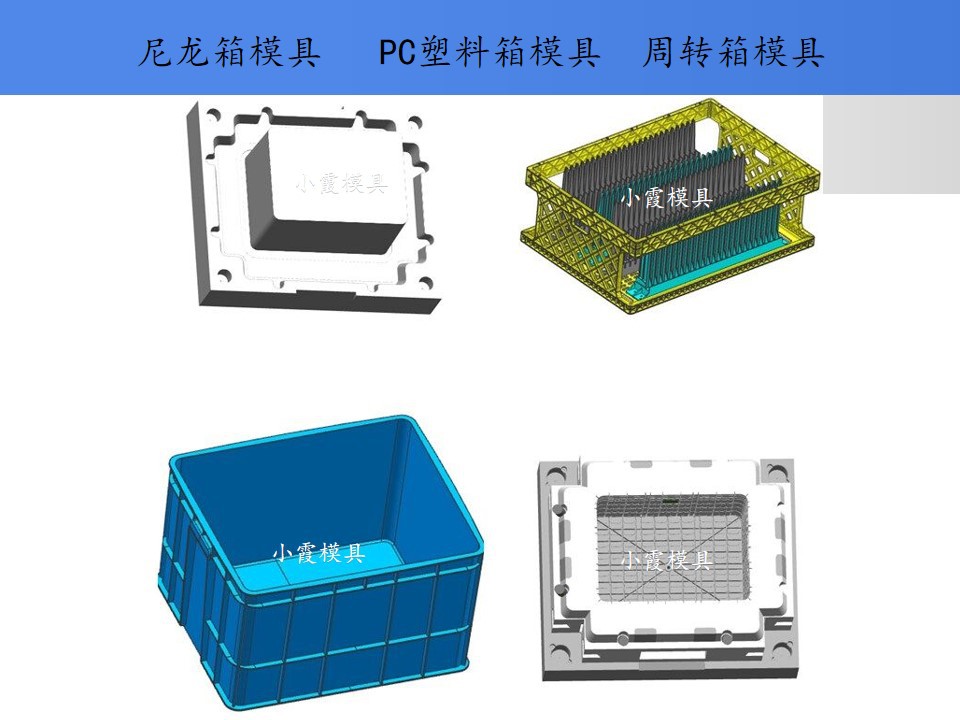
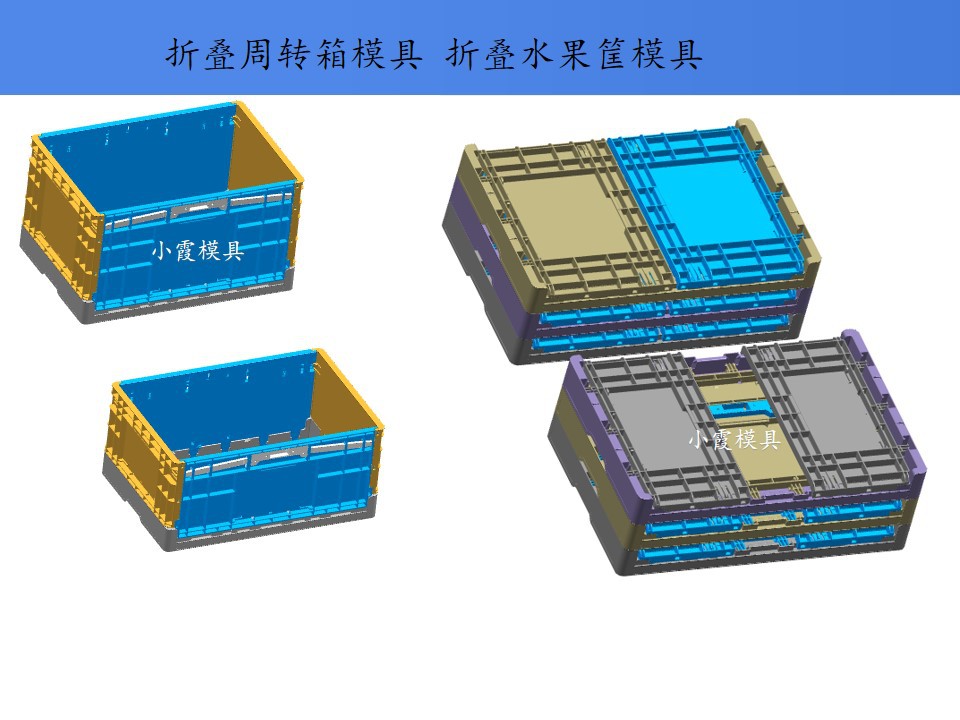
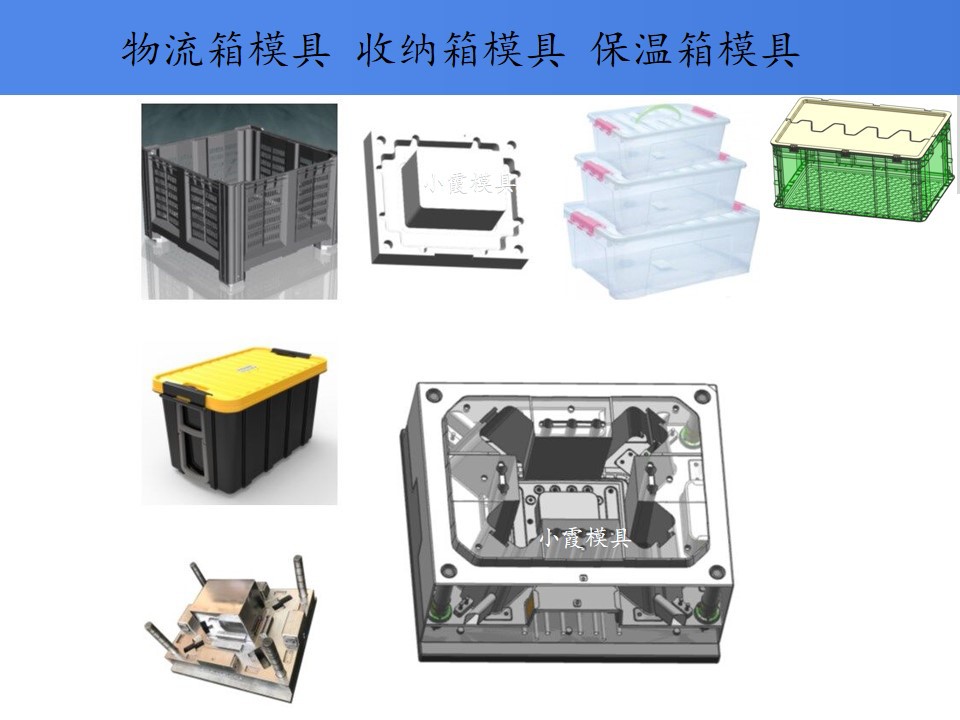

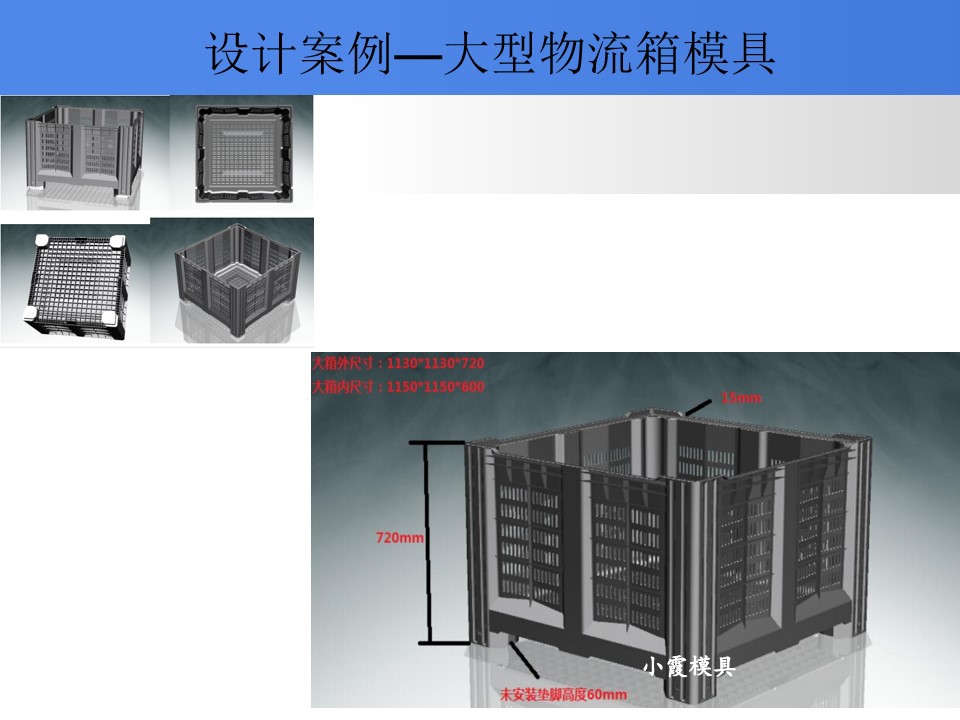

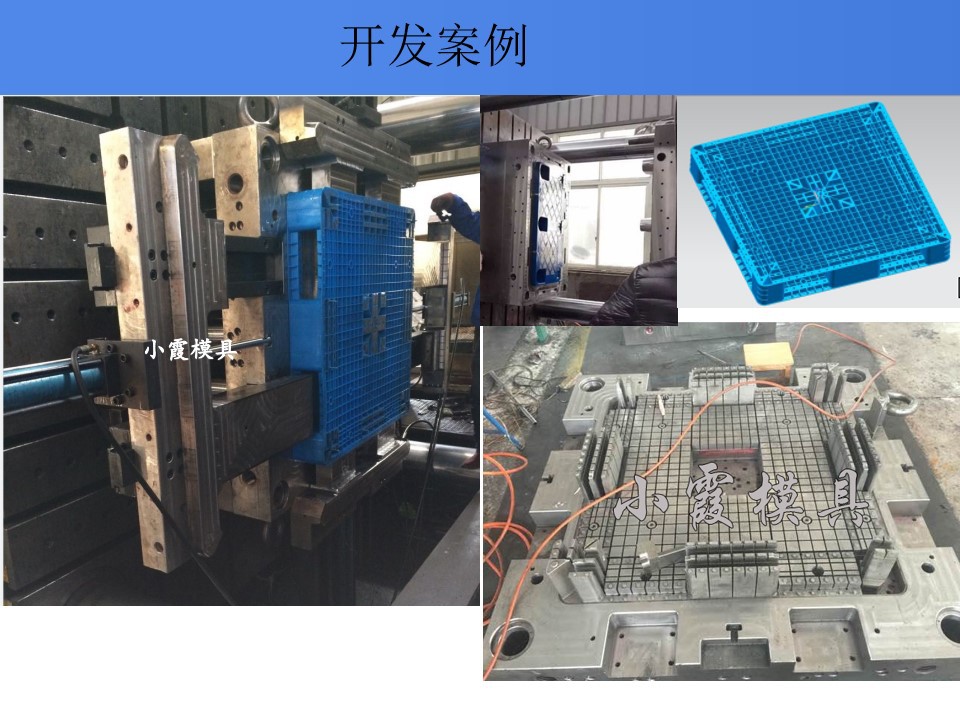
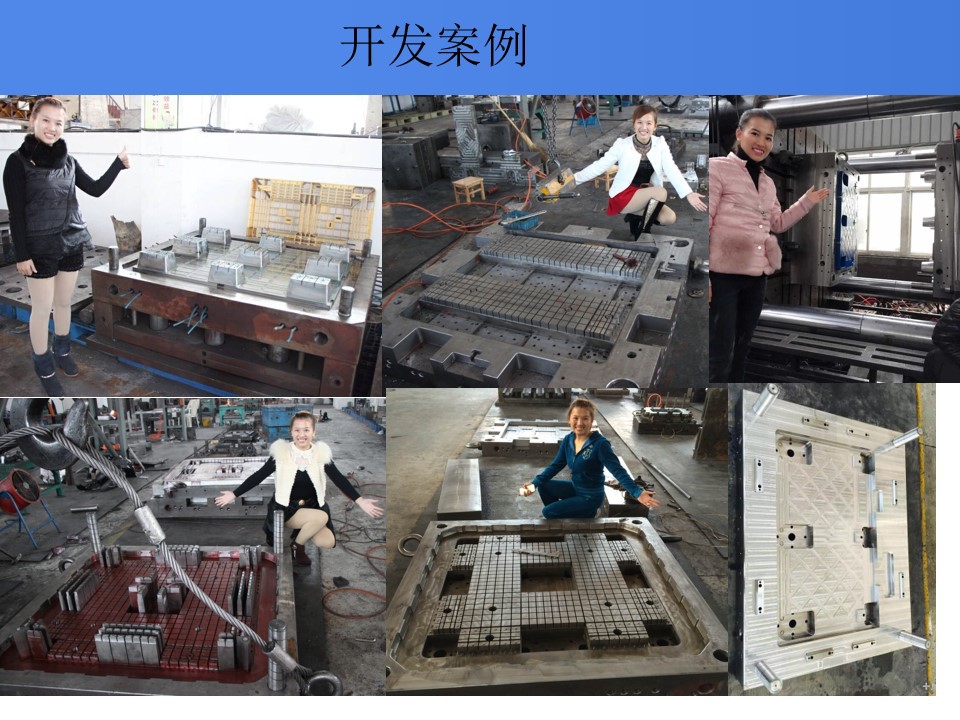
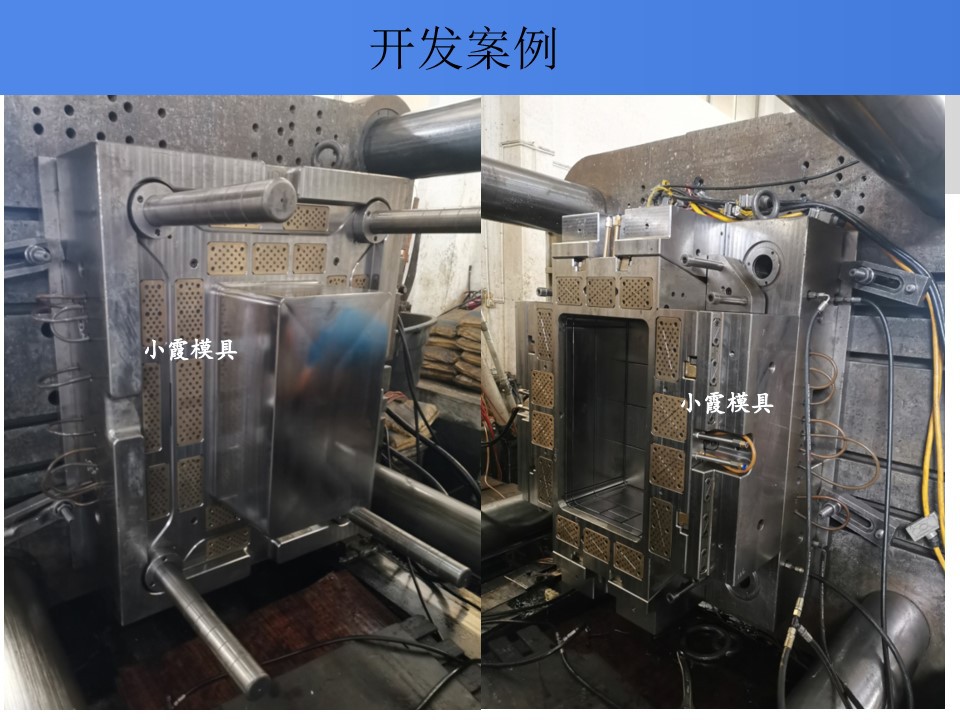




���D��ģ�� ���z��ģ�� �ռ{��ģ�� ������ģ��
�Ȍ��aƷ��Ӱ푡� �z���Пo�������sˮ�����϶����Ա������_�Ĝضȡ� �z���Ƿ����|����Ó�ğ��ż�� �z���c�ضȿ�����һ��ʹ�õğ��ż�Ƿ�������_��͡� �z��ע�ܙC��ע�������ܻ�������Ȼ���c���Hע������ÿС�r��ע ���������M�б��^�� �z���Ƿ�ÿ���\�����з��������ڟ��ϡ� �z������y�з�й¶��������Ҫ���M�и��Q�� �z���Ƿ��e�`���M���O���� �ݗU��ÿ���\���ͻ�λ�ö��Ƿ����ģ���������0.4mm��׃����
�z���\���r�g�IJ�һ���ԡ� �z��Һ��ϵ�y�\���Ƿ��������͜��Ƿ��^���^�ͣ�25��60oC���� �x���m��ģ�ߵ�����Ʒ�N����Ҫ�Ŀs�ʼ��Cе���ȿ��]���� �����{���������a��ˇ ע�ܼ�ȱ�ݵ����� ͨ���c��������P��Ո��������Ѩ�����֣������������Ϗ�ģ�߱����տsÓ�x�γɵġ� ���ܳ��F���}��ԭ�� ���ڜضȲ���̫�߾���̫�͡� ģǻ�����ϲ��㡣 ��s�A�Εr���|���ϵ����^�ᡣ ���������������ڽ����^С��
ģ���Ƿ��c�����������m���� �aƷ�Y�����������ӏ��M���^�ߣ��^�����@�� ��sЧ�����ã��aƷÓģ���^�m�տs�� �{�����ϸלضȡ� �{���ݗU�ٶ��ԫ@�����_���ݗU�����ٶȡ� ʹ�����_�ĉ|�ϣ������ݗU��ǰ�r�g������ע�� ����������ע���ٶȡ� �z��ֹ���y�Ƿ��b���_�����������\�Е���������ʧ�� ����ģ�߱���ضȡ� �C���������≺���pʧ�^�������H��Ҫ���m���U �����������ϵ����Լ��aƷ�Y���m������ģ�ء�
�����S����r�¸��ƮaƷ�Y���� �O���aƷ�е���s�� �n�� �cע��y ע�ܼ�ȱ�ݵ����� ͨ���c���څ^�����P��������������Еr߀��Ҋ���l�y�� ���ܳ��F���}��ԭ�� ���ڜض�̫�ߡ� ģ������ٶ�̫�졣 �c�����������P�� ����ڴ������ϡ� �������ϸ�ǰ�Ʌ^�Ĝضȡ� ����ע���ٶȡ� ����ע�܉����� ����ģ�ߜضȡ� ��PE���a���������������y���ɸ���ʹ��Ҫ��
���ڣ�2023-9-8 �x