������Q���_�����S�rСϼģ������˾
ϵ�ˣ��Сϼ����
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺422569987@qq.com
ϵ��ַ���㽭�S�r���ǹ��I�^18857609316
�]����318020
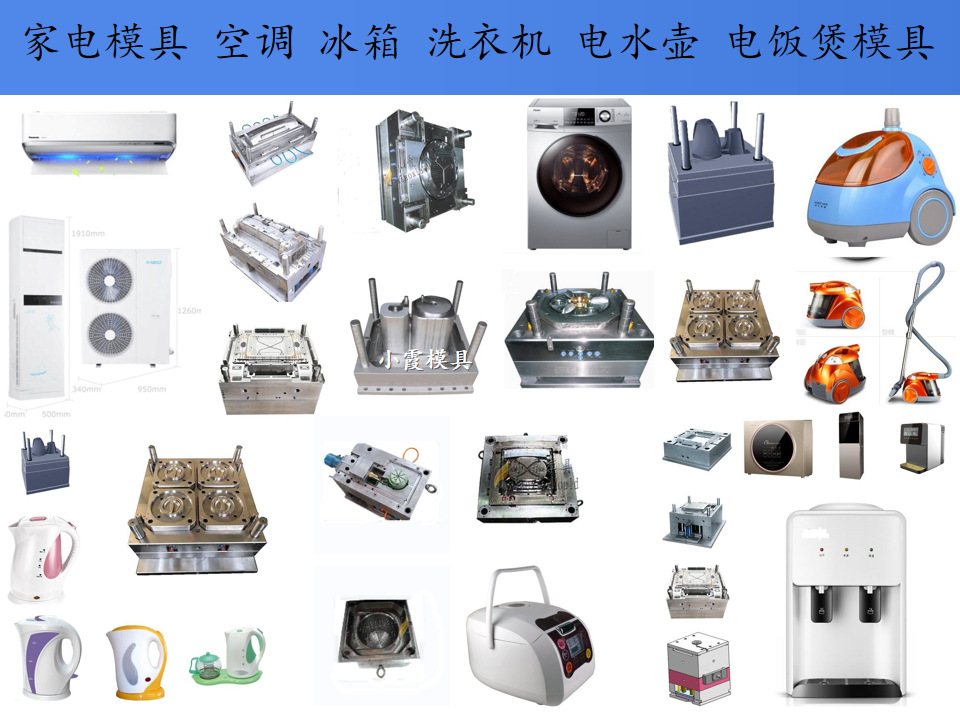
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�ˮ��ע��ģ��/�ɱ�����

|
��̖�� |
��Ҫ���� |
|
ǻ���� |
1��1 |
|
ģ�ܣ� |
LKM, ISM�˜ʣ�HASCO ���տ͑�Ҫ�� |
|
ģ�߲��|�� |
P20, 718H, H13, 2344, 2316, NAK80 |
|
ģ������ϵ�y�� |
������/������ |
|
�OӋܛ���� |
UG; PROE; CAD |
|
���ϲ��|�� |
PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
|
ģ�߉����� |
500,000��- 2,000,000�� |
|
ģ�߳ߴ磺 |
�����aƷ�OӋ |
|
ģ�������� |
�����aƷ�OӋ |
|
��Ʒ�� |
�����aƷ�OӋ |
|
��ͨģ�߽�؛�ڣ� |
35-50�� |
|
��Ҫ����ģ�� |
55-85�� |











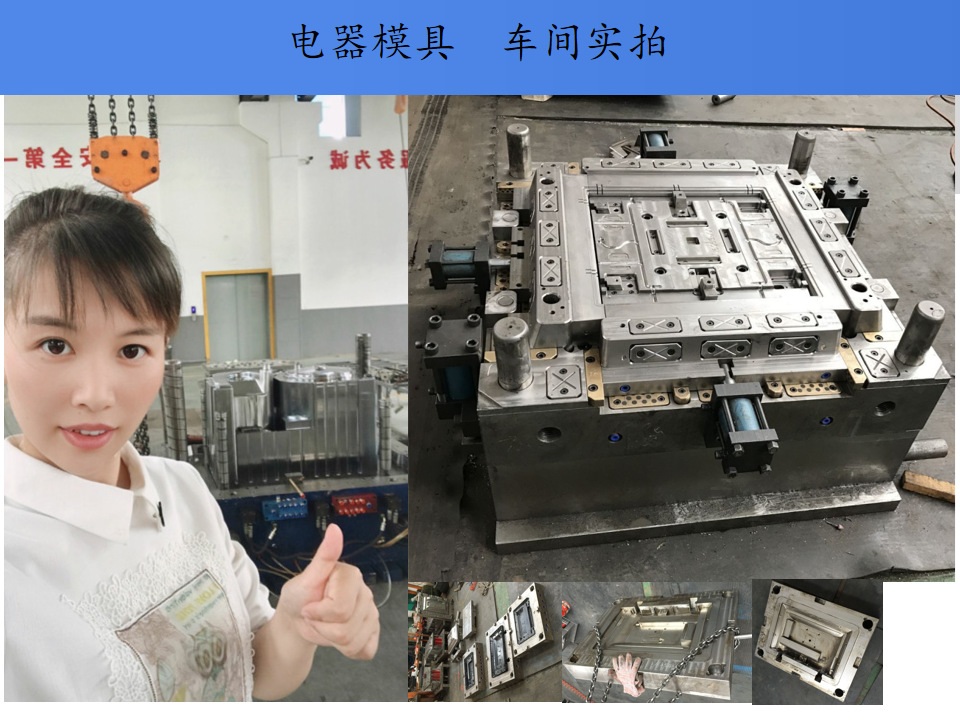



�������ģ�� ���ģ������
��������ضȻ���һ�������Ĝضȿ������o����ӟᡣ ������s�r�g�������k����ʹ�����^Сע�ڵ�ע�� �״���ԭ����ע���ס� �C��ע�����c���������档 �m���U�������İγ�б�ȡ� ע�ܼ�ȱ�ݵ����� ������������ע�ܼ������՚�������Ҋ����Ҳ�ɳ��F�ڲ����������С� �@�c������P�����ҳ��������տs�x�_ע�ܼ����Ķ����� ���ܳ��F���}��ԭ�� ģ��δ�����䡣 ֹ���y�IJ������\�С�
����δ�ص�� �A�ܻ�ע���ٶ��^�졣 ijЩ���ϑ��õ��O�����a�� ����ע�܉����� �����ݗU��ǰ�r�g�� �������ڜضȡ� ���ͻ�����ע���ٶȡ������猦�ǽY���w�����Ҫ����45%�ٶȣ��� �z��ֹ���y�Ƿ����_��o���\���� ���������ϵ����Ը��Ƹ���l�������Ϗص�� �m�������ݗU�D�ٺ���������ע���ٶȡ� ע�ܼ�ȱ�ݵ����� ע�ܼ��Π��cģǻ���Ƶ��s��ģǻ�Π��Ť���汾��
���ܳ��F���}��ԭ�� ���������ע�ܼ������^���Ȳ������� ģ������ٶ����� ģǻ�����ϲ��㡣 ���Ϝض�̫�ͻ�һ�¡� ע�ܼ���픳��r̫�ᡣ ��s�����ӡ���ģ�ĜضȲ�һ�¡� ע�ܼ��Y������������ӏ������һ�棬������^�h���� ����ע�܉����� �p���ݗU��ǰ�r�g�� �������ڕr�g����������s�r�g������ģ�߃ȣ��������^���ע�ܼ���픳������������ˮ�У�38oC��ʹע�ܼ�������s��
����ע���ٶȡ� �������Ϝضȡ� �m��������s�r�g�������s�l�����M���܄ӡ��� ģ��ģ��һ�¡� �������H��r�����S����r�� ��Ҋע�ܮaƷȱ�ݣ� 1�� ע���ٶȲ��㡣2�����϶�ȱ��3���ݗU���г̽Y��̎�]�����ݗU�|�ϡ�4���\�Еr�g׃����5�����ϸלض�̫�͡�6��ע�܉������㡣7�����첿�ֱ��⡣8����������ϸ���ļӟ��������\����9��ע�ܕr�g̫�̡�10�������N���϶������ϡ�11��ע�ܙC����̫С����ע���������ܻ���������12��ģ��̫�͡�13���]�������Ƀ�ģ�ߵķ��P�͡�14��ֹ�˭h�p�ģ������е����F��
���ڣ�2023-8-13 �x