������Q����ӿh�����Q(m��o)������˾
(li��n)ϵ�ˣ��ν�(j��ng)����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺874163747@qq.com
(li��n)ϵ��ַ���ӱ�ʡ���_(t��i)����ӿh̫��·���ຸ���T�в�
�]����54800
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
�a(ch��n)Ʒ����:
�Ѻ����l ������ ATLANTIC ���a(ch��n)�S���C̖(h��o)�� XK06-142 0528 �Ѻ����lʹ���f�� �Ѻ��Ѻ����ڹ��������ⲿλ��һ������ĺϽ��棬��Ŀ������߹�������ĥ�p�����g���͟�����ܡ���������̼ͨ��䓹�����ĥ�p���϶Ѻ�һ����ĥ�p�Ͻ𣬲������Խ��ͳɱ����ҿ��ԫ@�Ã�(y��u)���ľC�����ܡ����öѺ���ˇ�ޏ�(f��)�ܵ�ĥ�p���g�Ĺ����Ƕࡢ�졢�á�ʡ�ķ����� �Ѻ������������l��ʮ�֏�(f��)�s���Ѻ��r(sh��)��횸���(j��)��ͬ��Ҫ���x�ú��m�ĺ��l����ͬ�ĶѺ������ͶѺ����lҪ���ò�ͬ�ĶѺ���ˇ�����ܫ@�ÝM��ĶѺ�Ч�����Ѻ���������Ć��}���_�ѣ���ֹ�_�ѵķ�����Ҫ�Ǻ�ǰ�A(y��)�ᡢ�����䡣�_���c���������p���ٵĺ�̼���ͺϽ�Ԫ�صĶ������P(gu��n)�������A(y��)��ض���������(j��)���õĺ��Ӳ��ϵ�̼��(d��ng)�������㣬̼��(d��ng)����ʽ���£� Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni (�˹��㷨�m���ڵ͡��С���̼䓺͵ͺϽ�䓲���)
�Ѻ�Ч������Ѻ��ӵ�Ӳ�ȡ���ĥ���͟����ܵ��c���������늻��L�̵Ȳ������P(gu��n)�������늻��L���t�Ͻ�Ԫ���ן��p�����С늻��̣��t��(du��)�Ͻ�Ԫ���^�������� ��Щ�Ѻ����ٿ����ò�ͬ�ğ�̎�������õ���ͬ��Ӳ�ȡ��Ѻ����ٵ�Ӳ�Ⱥͻ��W(xu��)�ɷ֣�һ����ָ�Ѻ��������ϵĶѺ����ٶ��ԡ�
�Ѻ����l��(ji��n)����
|
| |
|
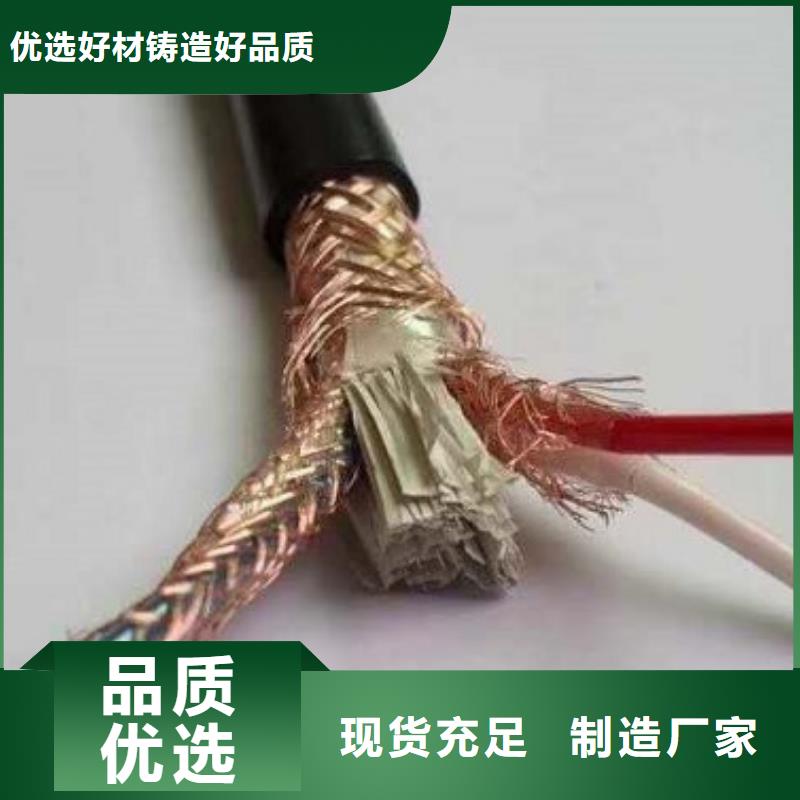
�a(ch��n)Ʒ����: ���P䓺��lʹ���f�� ���P䓺��l�ɷ֞��t���P䓺��l���t懲��P䓺��l���@����l�з����χ���(bi��o)�ģ���������(bi��o)GB/T983-1995Ҏ(gu��)�����ˡ� �t���P䓺��lʹ���f�� �t���P䓾���һ�������g���������ᡢ�ЙC(j��)�ᡢ���g���͟�����g���ܡ�ͨ�����x���վ��������ʯ�͵��O(sh��)����ϡ����t���P�һ����r�¿ɺ����^���(y��ng)ע�⺸�ӹ�ˇ����̎��?xi��ng)l�����x�ú��m��늺��l�� 1���R���w���P䓵ĺ��ӣ� �R���w���P䓰������t5~9%�����t䓺ͺ��t12%�ĸ��t䓡����䓴�Ӳ�A������a(ch��n)����Ӳ�ȵ��R���w��ؐ���wʹ�������ӣ�������(y��ng)��Ҳ�^�����a(ch��n)�����ѿp����һ�㺸ǰ����M(j��n)���A(y��)�ἰ���g���أ�������δ��sǰ�M(j��n)�иߜػػ� 2���t13���P䓵ĺ��ӣ� ����t䓺��Ӻ�Ӳ�����^�����a(ch��n)���Ѽy��������ͬ��t���P䓺��l��CHK202��CHK207�����ӣ��t����M(j��n)��300�����ϵ��A(y��)��ͺ���700�����ҵĻػ���̎���������������M(j��n)�к���̎�����t��(y��ng)���t���P䓺��l��CHS107��CHS207���Ⱥ��ӡ� 3���t17���P䓵ĺ��ӣ� ����t�ͨ����������g�Լ��ɺ��Զ����m���ķ�(w��n)����Ԫ���≡��f���ɺ����^�t13䓞�ã��ɲ���ͬ��͵��t���P�V���l��CHK302��CHK307�����ӡ���ǰ��������(y��ng)�M(j��n)��200�������A(y��)�ᣬ�����M(j��n)��800�����ҵĻػ�̎����Ҳ�ɲ����t懲��P䓺��l����CHS107��CHS207���������M(j��n)�П�̎���� �t懲��P䓺��lʹ���f�� �t懲��P䓺��l�������õ����g�Ϳ������ԣ������V����(y��ng)���ڻ��������ʡ�ʯ�͡�ʳƷ���t(y��)����е�O(sh��)������졣��������S���҇����I(y��)�İl(f��)չ���t懲��P䓺��l��Ʒ�N������ʮ��N�������ϝM�����҇����O(sh��)����Ҫ�� �t懲��P��ں��ӕr(sh��)���ܵ��؏�(f��)�ӟᣬ������̿����Ķ�ʹ���g�Ժ����W(xu��)���ܽ��ͣ���ˣ��t懲��P䓺��ӕr(sh��)��(y��ng)����(j��)�O(sh��)��Ĺ����l���������ضȼ����|(zh��)�Nȣ������x�l������ʹ�Õr(sh��)ע���������(xi��ng)�� 1���P䓺��l��ˎƤͨ������}�ͺ͵͚��̓ɷN��������}��ˎƤ�IJ��P�V���lһ������늻����Ȝ\���m���ڱ��帩�����ֹ����������m��ȫλ�ú��ӡ�ͬ�r(sh��)�����ڲ��P�о���������ӱ�ֱ���������װl(f��)�t���ʱM���ܲ���ֱ�����ӡ����͚���ˎƤ�IJ��P䓺��l�t�m����ȫλ���а����ϵĺ��ӡ� 2�����N���P䓺��l��ʹ�Õr(sh��)��(y��ng)���ָ����}��ˎƤ��(y��ng)��150~250���1С�r(sh��)���͚�ˎƤ��(y��ng)��(j��ng)200~300���1С�r(sh��)�������ܶ���؏�(f��)��ɣ���tˎƤ�����_��Ó�䣩����ֹ���lˎƤճ�����ۼ������K�����ʹ���p����̼����Ӱ푺����|(zh��)���� 3�����ֹ�ӟ���a(ch��n)�����g���g�����ӕr(sh��)��������^��һ���̼䓺��l��(y��ng)��20%���ң�ͬ�r(sh��)늻���Ҫ�^�L�����g���䣬��խ�������ˡ� 4�� ���p�F���w��������(j��)���W(xu��)�ɷ֣�����Ơ��͵����D�в��ҡ� |
|
���P䓺��l��(ji��n)����
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
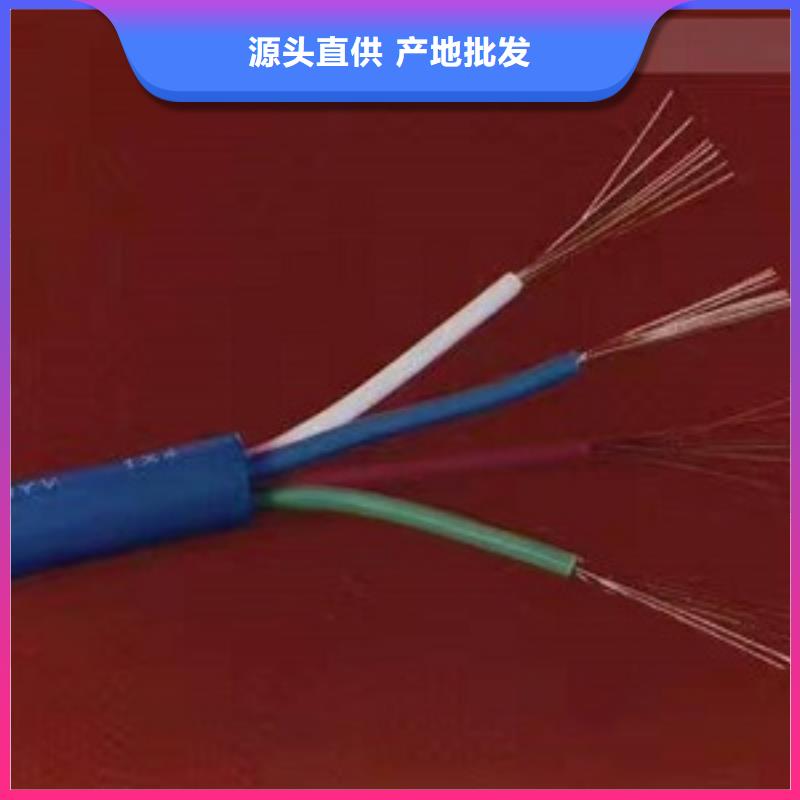
�a(ch��n)Ʒ����:
�� ̼䓺��l
���a(ch��n)�S���C̖(h��o)������̼䓺��lXK06-142 0524
�A��̼䓺��lXK06-142 0525
̼䓺��lʹ���f��
̼䓺��l�����۷���ٿ�����(qi��ng)�Ⱦ�С�ڵ���500MPa��50kgf/mm2���m��̼䓼��͏�(qi��ng)�ȵĵͺϽ�䓺��ӡ�
�x�l�r(sh��)��ͨ������(j��)䓲ĵĻ��W(xu��)�ɷݡ����W(xu��)���ܡ���������Ҫ��ͬ�r(sh��)��횿��]�����ӽY(ji��)��(g��u)���Π�����l����������r�������O(sh��)�����ܵȷ������ء���Ҫ�r(sh��)��Ҫ�M(j��n)�к���ԇ�(y��n)�_����ˇ��ʩ��Ȼ��_���x�ú��l��ͨ����(du��)Ҫ�����Ժá��_���g�Ըߡ��������ܺã��x�õ͚��ͺ��l����(du��)����λ��������Ҫ���߿��x������(y��ng)�Č��ú��l������ߺ���Ч�ʣ��x���F�ۺ��l�ȡ�
�f����������ĺ����������һ��(g��)����ֵ�������罛(j��ng)�A(y��)�ᣬ�ɱ���������p��5~15%������ֱ���r(sh��)���Ƚ����ɜp��10%���ң�������������ƽ��С10~15%���ҡ�
��(du��)�͚��͡��F���ͺ��l����ǰ���l��횽�(j��ng)�^350�����ϵĺ決���M���������S���S�ã��ö��ٺ���ٵ�ԭ�t����t����(hu��)�a(ch��n)������ȱ�ݣ����ס��A�����Ѽy����ˇ����׃�ĵȣ�����(du��)�w�S���ͺ��l����(y��ng)��(y��n)���f����Ҏ(gu��)���ĺ決�ض��M(j��n)�к決���ض��^�ߣ�����(hu��)��ȥˎƤ�е��w�S�أ��Ɖĺ��l���еĹ�ˇ���ܡ�
ʹ�õ͚��ͺ��l�r(sh��)��������(y��ng)�������L(f��ng)λ�ã��ӏ�(qi��ng)���L(f��ng)����ֹ���ӟ��m��(du��)���w��Σ����
��(du��)�͚��ͺ��l��決�Δ�(sh��)�M���ܲ����^�ɴΣ���ֹˎƤ׃�ࡢÓ�䡣
̼䓺��l��(ji��n)����
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
�a(ch��n)Ʒ����:
�� �ͺϽ�䓺��l���lʹ���f
����(j��)�҇��������l�����(x��)�T,���l���Ҙ�(bi��o)��(zh��n)GB/T5118-1995<<�ͺϽ�䓺��l>>�����������:
1.1. 50���)(j��)(���۷����M(f��i)n-siϵ)���ϵĽY(ji��)��(g��u)���l;
2. �f���t�f����w�͟�䓺��l;p>
3. �͜�䓺��l.
�ͺϽ�䓺��l���x��,ͨ���Ǹ���(j��)䓲ĵĻ��W(xu��)�ɷ�.���W(xu��)����.�������ܵ�Ҫ��.ͬ�r(sh��)߀Ҫ�ĺ��ӽY(ji��)��(g��u)�Π�.�����l��,������r�ͺ����O(sh��)��ȷ���,�M(j��n)�оC�Ͽ��].��Ҫ�r(sh��),���M(j��n)�к�������ԇ�(y��n)���_�����l�Ͳ�ȡ��Ҫ�Ĺ�ˇ��ʩ.
1. �ͺϽ�Y(ji��)��(g��u)䓺��l��ʹ��
һ����䓲ĵď�(qi��ng)�ȵȼ�(j��)���x������(y��ng)�ĺ��l,ͬ�r(sh��)߀��Ҫ䓲ĺ�����,ĸ�ijɷݵ��^��,���ӽY(ji��)��(g��u)�ߴ�.�Π�.�¿ں�������r������,�M(j��n)�оC�Ͽ��],�ں�����s�ٶ�̫��,ʹ��(qi��ng)������,���p���^���a(ch��n)���ѿp�IJ�����r��,�������x�ñ�ĸ�ď�(qi��ng)�ȵ�һЩ�ĺ��l,���������Ӻ����M(j��n)������̎������r,�t���ֹ���p��(qi��ng)���^�͵ĬF(xi��n)��.��(du��)Ҫ�����Ժ�.�_���g�Ը�.�͜����ܺ�.��������(qi��ng)��,�x�ÉA�Ի���g�Եĺ��l,��(du��)��̼䓵ĺ���һ����x�ó��͚���,���g�Եĺ��l������A(y��)��ȹ�ˇ��ʩ.
2. �f���t�͟�䓺��l�ĵ�ʹ��
����w�͟���г��õĺϽ�Ԫ�����t.�f.�C.≵����m��(y��ng)��ͬ�Ĺ���Ҫ��.�������̼�ͺϽ�Ԫ�صĹ�ͬ����,ʹ���ں��ӕr(sh��)�O���γɴ�Ӳ�M��,���������^��,��(y��ng)��,����w�͟��һ�㺸ǰ�M(j��n)���A(y��)��,�����M(j��n)�лػ�̎��.
�ڮ��N䓺��ӕr(sh��),һ���x���c���g�ɷ����m��(y��ng)�IJ���,����(y��ng)����(j��)���к����Բ�IJ���,�x�ú��m���A(y��)��ضȺͺ����̎��?xi��ng)l��.
�چΪ�(d��)ʹ�û����ں�ڹܺ��ӕr(sh��),��(y��ng)�x�õ͚��͟�䓺��l.
3.�͜�䓺��l��ʹ��
����(j��)�͜�Һ�����w���a(ch��n)��ˇ���̵����c(di��n),�ͷ�(w��n)䓰���ͬ��ʹ�Üض�(��������.-70��.-100��. -196��. -253��)�ּ�(j��)ʹ��,���xȡ����(y��ng)�ĺ��Ӳ���.
�ͺϽ�䓺��l��(ji��n)����
|