������Q���B�Ƹ��A������˾
ϵ�ˣ���һ���������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1753245608@qq.com
ϵ��ַ�����Kʡ�B�Ƹ��к��݅^
�]����55750
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
|
||||||||||||||||||||||||||||||||||||
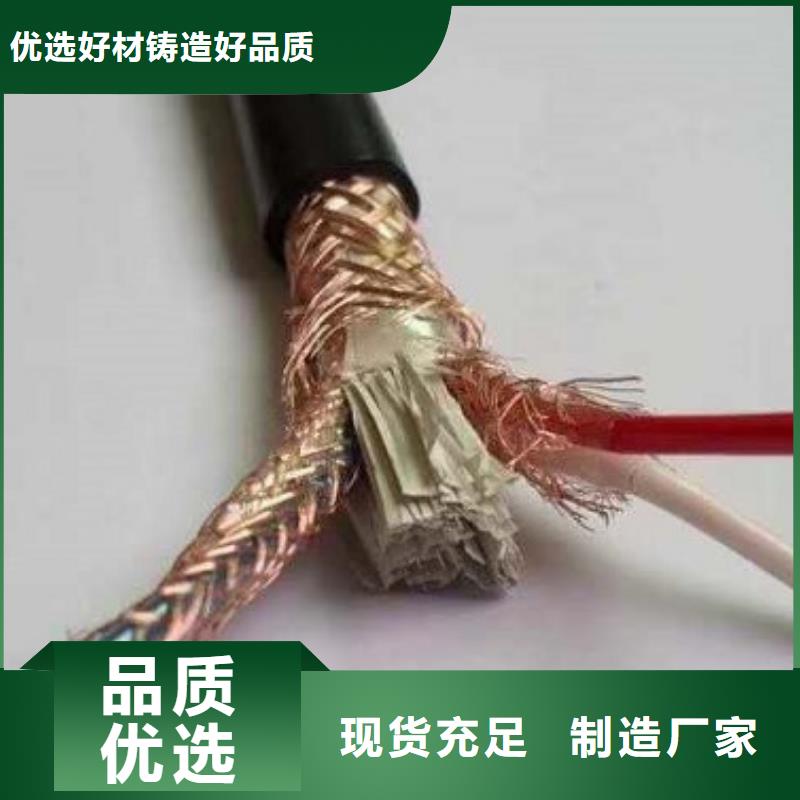
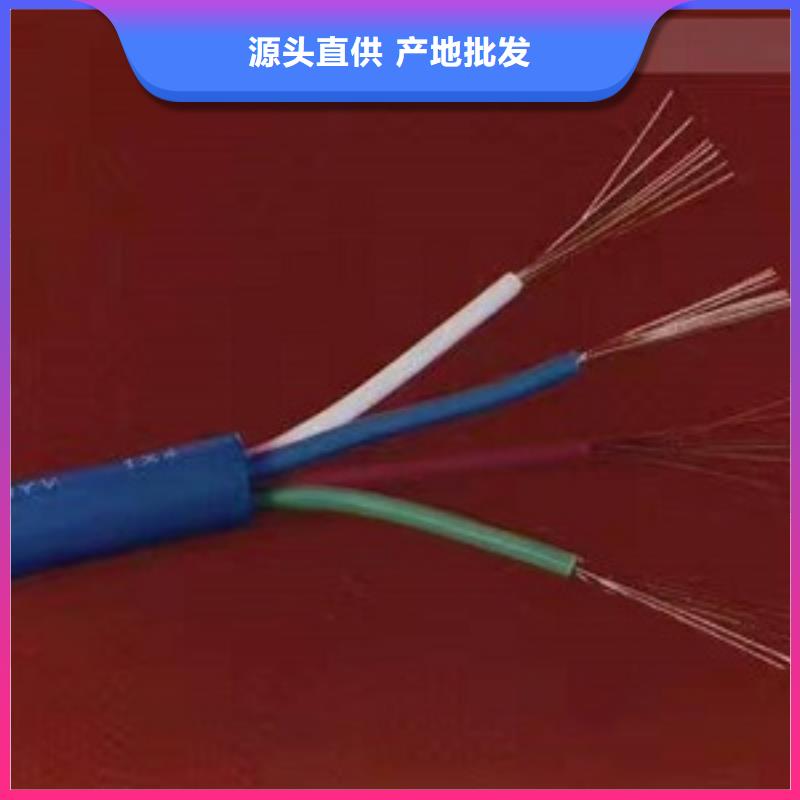
| �aƷ����: CHW-55B2 ���z���W�ɷݵ���ֵ��%����
�۷�������W���ܵ���ֵ��
ע�������̎��690���1h ע����헼�����Ҫ�c�� |