������Q�������н����Ƽ�����˾
ϵ�ˣ�ë������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺15228050@qq.com
ϵ��ַ�����������A�^���˽ֵ�ͬ��ԣ���I�@�C�Ϙ�B��3��
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
���z�ܶȣ�1.35-1.45g/cm³����
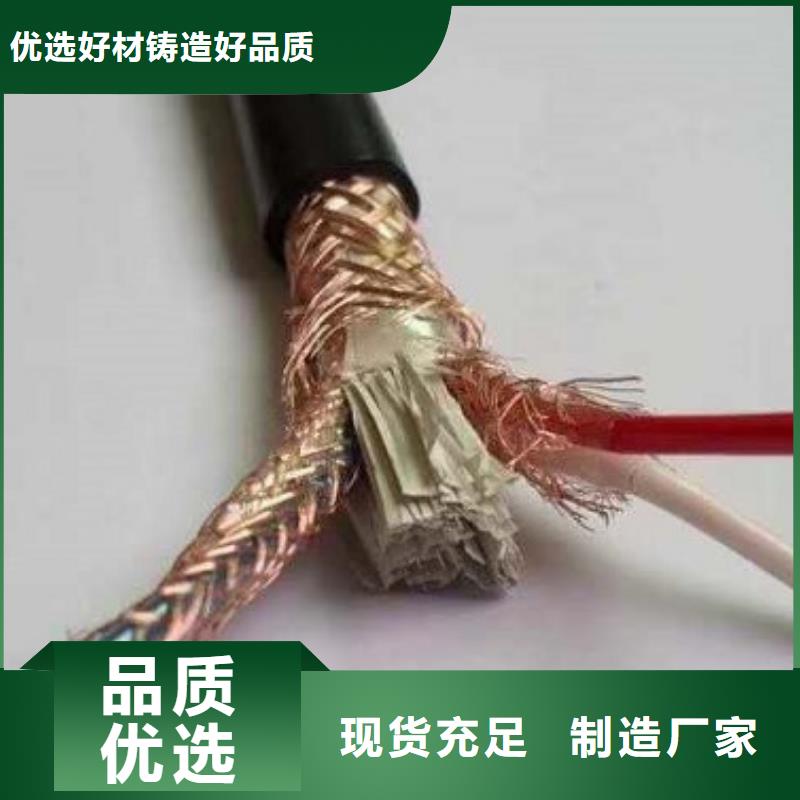
���� POLYLAC PA-76 ABS �����Ը߹��I���Ͻ��N��B��
��ɫ����ܛ���зֹⷴ����������ɫ�ʽ���l����ɫ��ʾ�������w����ʾ�����F�ȱ�ʾ�����ֹⷴ�������������x����ɫ���r�ķ����������Á��Д��ɫ��һ�¶ȡ�ɫ��ֵ��ɫ�ʹ�������Ҫ��ָ��֮һ������ͬ��ɫ�ʽ��õ�ɫ�������ͬ����˱��ע������ɫ���wϵ��ɫ�ʽ������Ӌ��C�M���{ɫ�䷽��������ѳɹ�������������ɫ�{ɫ����X��ɫ�x�������й��ܣ���ɫ����Ҫ���������Ⱦ���ϔ����죨�Ƃ���Aɫ�岢ݔ�룩��Ȼ����ܛ���ˆ��°с���ɫ��ݔ����X�����I�P���c���������x��ϣ�����Ӌ���һϵ���䷽�����քe��ɫ��������г�������ɫ�x���䷽����������X�г��䷽��������Դ�䷽��ɫ��ϸ�r�����@ʾ���@ʾ�IJ�һ�µķ�������ֱ��ͨ�^�I�P���p�������ֱ���ɗl���������غϣ��ó��������䷽���ɫ�y����ɫ����Ɯy����ɫ������ɫ���ȡ��aƷ�İȡ��aƷ�ɫ�ζȡ��ɫɫ��Ĵ������朶���̼ԭ�Ӻ͵�ԭ�����B���ɡ�

������Ϥ����ľW�с��f����������ϴ��Ҳһ������İ�������О鳣Ҋ����ľ�^�����ϣ�����һЩ���������aƷҲ���ü��������ģ���Ҫ�f������������������Ҋ�^����ڣ��ձ��S��Hario��˾�Ƴ����@ôһ������䡣Hario��˾�Ƴ����@������䱻������Harion�����ڽY���^����s��Harion����Hario��23���̹�ͬ������ɵģ�����ĕr������˂��¡�Harion����֮�����ۃr���F�����H�c�����L�������������P����߳������켼�gҲ��һ�����ԭ��
���� POLYLAC PA-76 ABS �����Ը߹��I���Ͻ��N���ԣ�
�����140�桫140��150�� /5-7Hr�S����܇��С�ͻ������늚��O��ĸ����ܻ����Cе�O���p�������M�̼ӿ죬�����zԭ�ϵ������߸����e
�����ݗU�D���C�ڽ�����ć����Ј��t��һ�r��Ҳ�ɞ鲻ͬ�S���@ʾ���g������һ����־�ԮaƷ�������Ƅ�ʽ���ݗU�D���C������c�nj��F��ͬ���ϵĸ����ӹ������ڲ��w�������ϼӹ��r�����w�������������_��5%���ϡ��Ͼ�������˾�ڵ�����չ���g�eչ����WXJ-12�����ݗU�D���C������B��Ŀǰ���ȴ�Ҏ������͔D���C���M�ܔD���C�Ј��lչѸ�ͣ�Ҳ�в����µęC���Ƴ����҂����ܺ�ҕ�D���C���g�c����l�_���߀���^���ࡣ

���� POLYLAC PA-76 ABS �����Ը߹��I���Ͻ��N���ܣ�
��늳�����20�棬60��106Hz�����Ⱦ�������3.5���ң����|�p������60Hz��20��150��ȱ�����0.001����늏��Ȟ�17kv/mm������:1.25-1.35��/�������� �����տs��:0.5-0.7% ���͜ضȣ�290-350�� ����l����130-150�� 4С�r
�������L����С��ģ�ߣ����ע���ٶ����������z�ij�ģ���ɸ��ƮaƷ������|������ע���ٶ�̫��t�п��ܳ��F������������ִ����Ʒ�t���ܕ��a���������ۡ���y��d.���t�r�g���t�r�g��ע�ܙC���z�_ʼ�����o���Ɔ�Ԫ�_ʼע��r�ĕr�g�Σ���������鷴ӳ���z��ע�⡰ͬ���ԡ��ą��������t�r�g�̣��������z߀̎���^�ߜضȵ���r���_ʼע�⣬�@Ȼ�����ښ��w������ģ�������t�r�g̫�̣����w���װlɢ���Ϳ��Π�ѣ��Ϳ�������oģ�ߚ��oģ���c���yע��ģ�ߟo����e��ֻ�������M��Ԫ�����Q���ᘣ��������Ӛ�����OӋ��

���� POLYLAC PA-76 ABS �����Ը߹��I���Ͻ��N���ã�
2.3 ����׃�˕r���ݗU�D�٣�S0�����������zԭ��ĸ���M�Ќ����h��ʹ���^�������������1000ppm���@�ӿ����^����_�����zԭ�ϵ�Ϳ��ƽ�⣬�^�쵽Ч������1000ppm�������t��Ҫ98%��LLDPE��2%�����zԭ��ĸ�������5%���������ߔ��������봵Ĥ�C�M�д�Ĥ�����^һ�Εr�g�����zԭ��Ϳ��ƽ�⣬�����^�쵽Ч�������ģ�e�Ϻ�/�����~Ƥ�Ĝp�ٻ���ʧ��ӛ䛴˕r�Ĺ�ˇ���������c2.2�еą������ȡ��D���D�ٿ죬�ܟ�Ч�ʸߡ��D�ُ�25�D��ߵ�75�D���ܟ��r�g��3min�s�̵�1min���D�ٵ���߱�Ȼ�������z���������أ���˱�횼ӏ���s���r�g���ܟ��C�ܟ����z�ϵĿ��ܶ��S�ܟ��r�g�����Ӷ����ӡ�ʹ���ܽ℩�M���ܟ��r���ܟ�Ч������ߣ��ܟ��r�g�ɿs��3%~5%�����˨�������˨��횼Ӊ����������D�ӌ��z�ϵļ������á������^С�����܉��o�z�ϣ��������^���֕�����O��ؓ���^�����˨����һ���.5~.8MPa��