������Q����ɽ���y���Cе�O������˾
ϵ�ˣ���������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺2029294943@qq.com
ϵ��ַ�� �V�|ʡ��ɽ���Ϻ��^���ʯ��һ�������I�^64̖
�]����528200
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
��ɽ�y���Cеȫ�ԄӶ�λ�_�יCԔ����B
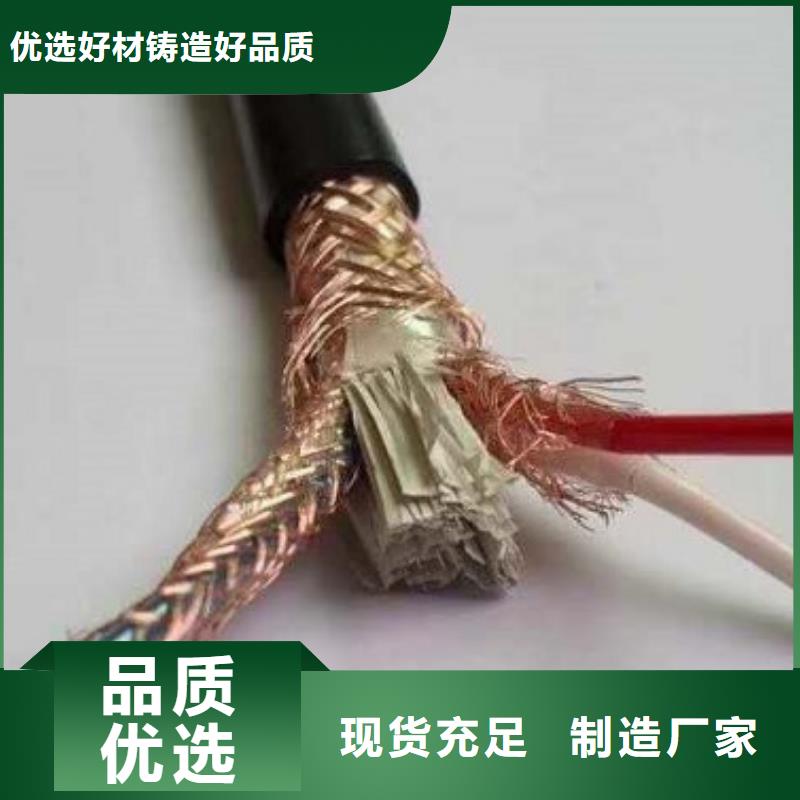
һ������ϵ�y���҂��Ŀ���ϵ�y���҂��Լ����аl�F꠪����аl�����������M��ϵ�y��
ͬ�в��÷��ƵĆ�Ƭ�C�����������]���Լ��Č��I���ع��̎���������ijһ��Ƭ�C�����������õ÷�ð�N�ƮaƷ�������Եͣ�һ��ϵ�y���˹��ϣ������Լ�����Q���ˣ����ȥ���̽�Q��
ȫ�ԄӔ����O�䷽�棺�҂�����������PLC����ϵ�y���^�e��ͬ����I�Ć�Ƭ�C����Plc�@ʾ���������ŷ���ϵ�y�҂��x��ԭ�S�M�ڡ����ȸ��ʣ�Ч�ʸ��ߣ��_���ИI�����80-120�_/�֣���PLC�@�ÏV�����õĻ��A������Ƭ�C����ϵ�y�t�ǰ����^�������@��ͨ������ǧ���f�e���|������R���W����ʹ�ú;S�o�������y�� ��Ĺ��̵ĽǶȣ�ՄՄPLC�c��Ƭ�Cϵ�y���x�ã� 1�� ����헹��̻��؏͔��O�ٵ��Ŀ������PLC���������ǡ���ݵ�;�����ɹ��ʸߣ��ɿ��Ժã���β�٣����ɱ��^�ߡ� 2����������������Ŀ�����Æ�Ƭ�Cϵ�y���гɱ��͡�Ч��ߵă��c�����@Ҫ���ஔ���аl�������ИI������ʹϵ�y�������ɿ����\�С���õķ����dž�Ƭ�Cϵ�yǶ��PLC�Ĺ��ܣ��@�ӿɴ����Ƭ�Cϵ�y�����ƕr�g�����ܵõ����ϣ�Ч��Ҳ���б��C��
����ϵ�y����:
A:ֻ������Ļݔ������L��,�����ľ���϶�����x,�ה��Ϳ༴�������֧�ܛ_��,���Ⱥ�Ч�ʘO�ߡ�ÿ�l���Ͽɛ_6�N��Ŀ�,ͬ��Ŀה����ޡ�
B:�_���ٶ�:60-110��/���
C:�ྫ�_��:��0.15MM.
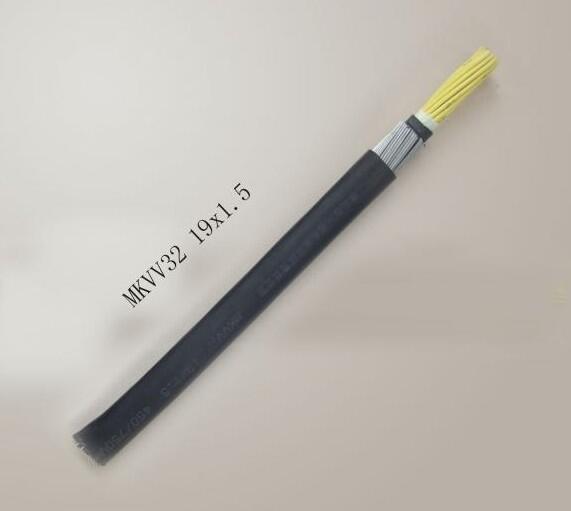
D:��������L��:6000MM,���ɸ����͑��HҪ���OӋ����С���Ͼ��x0.01MM��
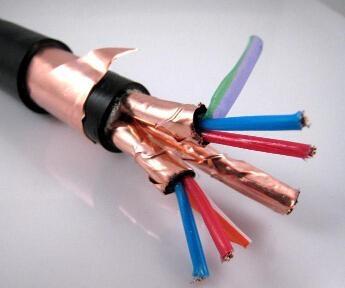
E:���Ϸ�ʽ:���Ú�ӊA�o�����Ԅ����Ϻ�,�����ԄӾ��_�������ϛ_��,����늙C�x�÷���ʩ�͵��ŷ�늙C�������ŷ�늙C���Üp�������ϡ����әC�����þ����X݆�X�l��ʽ��
�����C���
��1����ȫ�Ԅӛ_���O�䣺�҂�����һ�����аl�OӋ��ʩ���Fꠣ��_���҂����O���ھ���ʹ�ø������Ļ��A�Ͼ������õăr������
��Ҫ�w�F�����ׂ����桪�����ȣ��҂����Ԅӻ��Cе��ÿһ�K䓰�ĺ��Ӳ����҂������^����ĥ�����Ĵ�ĥȻ���ٺ��ӡ���Σ��҂����O��C����ɺ����w�����������T㊼ӹ����Ľ��^������������T����w��^�����@���ӹ��M�Ãr�ƣ����҃H�H�ڙCе�Ͽ͑��ǿ������Ƿ����w��^��---���ǿ����ڙCе�ӹ��r�ļӹ��������w�F���������^������ӑ�õĹ�����Ŀǰ�ИI��ֻ���҂�ʹ�����@�������Դ˴_���Cе�_�ӹ��r�ĸ߾��ȡ�Ȼ���҂����X�l��λ�Ī����OӋ�Լ������ձ��M���X�l�����ИI�ȵ�һ�o���ă��ݡ�
Ԕ��:A�������÷��ܼ��F��M�b����,�˻�̎������������������TCNC�ӹ��������w���ܼӹ�,���C�C���C���͌�܉�Լ�������λ�����_�ˡ� �ڌ�܉ĥ�ӹ��У��ӹ�·���Ĵ_��һ��Ҫ��ѭ������ԭ�t��ă��ݣ��猧܉ĥ�ӹ����a��������dz����_�����п��؏���;��܉ĥ�ӹ��������a�քӼӹ��o����ɵľ��Џ��s���ε������
B.�_�יC��:���T��ʽ��ܽY��,�����ߏ���,����Һ����(��100MM,�����35��),�����M�ڸ���ĥ�ܷ��,�͉�25MPa���ɛ_���ͲČ��ȷ���200MM-600MM��ˮƽ����ɂ���ț_��
C.Һ��ϵ�y:11kwҺ����늙C�����p�~Ƭ��(ÿ֧����һ���ͱÿ���,���C�����͛_�וrҺ������s���x���ʿ���),�_������늴��y��200L��������,150LҺ�����L��C���ͱú�늴��y�O�މ���21MPa��
����˾ȫ�Ԅӛ_�יC�������c�� 1����ʡ�������O���Ԅ��\�����ϣ��Ԅӕr�gӋ�� 2����ʡӋ��r�g����X�Ԏ�ӛ��ϵ�y���Ƀ�����כ_�ה��� 3����ʡ������λ�r�g����ӊA�Q�����ȴ���ƫ 4����ʡ�Qģ�r�g��ʹ�ÿ��ٸ��Qģ�ߙC�� 5��������aЧ�ʣ����؛_���c��ͨ�_����ȣ�95-100/�֛_����������aЧ�� 6����ȫϵ����ߣ����a�ˆT���F���x�C����������ȶŽ^��ȫ�¹� 7���Ԅӿ����g�ྫ�ȣ����C�ܲě_���ț]��ƫ�� 8����N�C���͑��x����һվʽ�˽��Ԅӛ_���ИI�C�͠�B