������Q�������A�ⳬӲ��������˾
ϵ�ˣ���Ůʿ��С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3586073544@qq.com
ϵ��ַ������ʡ�����и�� ^�L��·�cˎ�S�ֽ���ڇ��Ҵ�W�Ƽ��@�аl5̖��B��
�]����450001
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
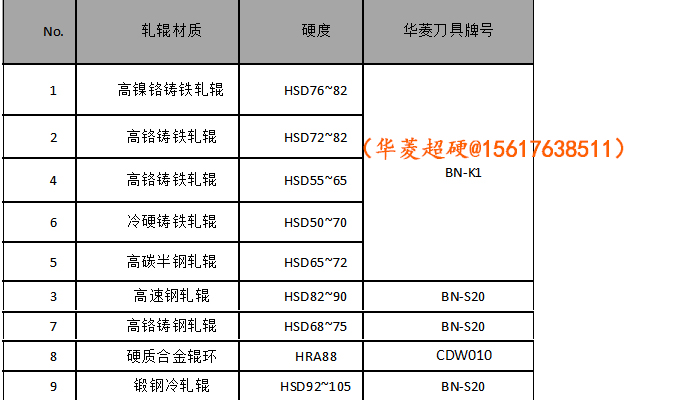
�A�ⳬӲ����BN-K1�ӹ�Ӳ��HSD80����t��Ӳ�T�F܈݁��������܈݁��܈䓏S܈䓙C�ϵ���Ҫ���������һ����һ�M܈݁�L�ӕr�a���ĉ�����܈��䓲ġ�����Ҫ����܈�ƕr�Ą��o�d�ɣ�ĥ�p�͜ض�׃����Ӱ푡�
܈݁��ʹ��܈�ģ����ٮa������׃�εĹ��ߣ��ǛQ��܈�CЧ�ʺ�܈���|������Ҫ���IJ�����܈݁��܈䓏S܈䓙C�ϵ���Ҫ���������һ����һ�M܈݁�L�ӕr�a���ĉ�����܈��䓲ġ�����Ҫ����܈�ƕr�Ą��o�d�ɣ�ĥ�p�͜ض�׃����Ӱ푡�
܈݁�Nܶ࣬���õ�܈݁Ʒ�N���T�܈݁���T�F܈݁�����܈݁��������Ͳ�܈�C��߀������Ӳ�|�Ͻ�܈݁���u�܈݁��������t܈݁�Dz��øߺ�����tԪ�ص�䓲ĵ�܈݁��

����t�T�F܈݁������T�������Ӳ�T�F�����IJ���Ӳ�Ⱥܸ��_HRC60���ϣ����T����桰��ɰ�����أ��������y�����ڴ�����t܈݁�ļӹ���ʽ����A��܇������܇�������^��������������������ۼӹ��Լ�܈݁�ޏͣ��ӹ��y�c��
������t܈݁�μ��ӹ��r�g�L�������߲����^���ѽ�ĥ�p���¹���������Ӱ푼ӹ�Ч�ʣ��T����͵ĸ���t�T�F܈݁�������Ǵ���܈݁���棬���ڊAɰ����ף���Ӳ�c���T��ȱ�ݣ����µ��߽������У���ʹ�����ӹ��^���е��߽������������tӰ푱����|�����ɞ�UƷ�������T����������t�T�F܈݁����Ӳ�T�F��������Ӳ�ȸ��_HRC60������t܈݁Ӳ���_HSD90�����T����桰��ɰ�����أ��������y���A�ⳬӲᘌ���Ӳ�ȵĸ���t܈݁�аl�Ќ��õĵ�Ƭ���|BN-K1��BN-S20��BN-S10��
�A�ⳬӲ�ӹ�����t܈݁�������܈݁�ĵ�����̖�x��
BN-K1��܇HSD80����t�T�F܈݁��܈݁���|:�T�B����t�Ͻ��T�F��Ӳ��:HSD80���x�õ�Ƭ��BN-K1 RNMN200800������������ap=4mm��Fr=0.7mm/r��Vc=45m/min�����߉�����ijƷ��CBN���ߵ�1.5����
BN-S20�뾫܇HSD90�����܈݁���ӹ����ϣ������܈݁��Ӳ��HSD90���x�õ�Ƭ��BN-S20 RCMX120700������������Fr=0.2mm/r��Vc=35m/min�������ȣ����a����������ƬBN-S20�ĵ��߉������^��ijƷ��CBN�������1����

����t܈݁���ÈA�Ρ����ε����w������������|��Ƭ���������g�����ף������c���ה��ص�Ƭͨ�ã�������Ҫ��䌣�õĵ��U��܈݁݁���ӹ������UCRGNR/L ��RNUN200800��RNMN160800��RNMN120400��45�Ȼ�75��܇��CSSNR/L��CSRNR/L��SNMN150716��SNMN120712��SNMN120412��08����95��܇��CCLNR/L��Ƭ��CNMN1207��CNMN1204��܈݁���ͼӹ���CRDCN4040��3232����RCGX�A�F��V�Ͳۿ��͵�Ƭ��
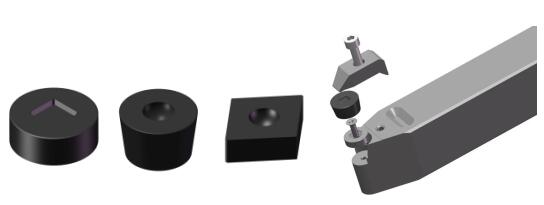
�ڼӹ�܈݁�^���з����dz�Ҋ�ļӹ���ʽ���������w����������Ƭ�]�мӾo�ף����μӹ��п��ܕ���ɵ�Ƭ�l��λ�ƣ���ɼӹ��`����˱��C܈݁������ӹ����A���Ƴ��ˎ���λ�ۡ����̿ӵ����w����������Ƭ��ʹ��λ���ɿ����M�㔵�ط��μӹ�����Ҫ��