

������Q���������Ϲܵ����C����˾
ϵ�ˣ���܊��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺272315659@qq.com
ϵ��ַ�������в�ƽ�^ɳ��悲�ƽ·99̖ɳ�ӿƼ��@M��103
�]����100878
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�ܵ�ȫλ���ԄӺ��C���������Ϲܵ��Ƽ�����˾���I���a�N�۹ܵ����C��ȫλ�ùܵ����C15201133137
��Ҫ���a���Iȫλ�ùܵ��ԄӺ��C,�����������ܵ����C����ˮ�ܵ����C��ʯ�ܵ��ԄӺ��C,ȫ�Ԅ���Ȼ��ܵ����C,�����ܵ����C, �ҹ�˾�錍�FҰ��ܵ����ӵ�Ч�ʡ��|�����p�p�����ˆT�Ąڄӏ��ȣ�ᘌ����Lݔ�ܵ��ĺ��Ӷ��OӋ�Ĺܵ������ԄӺ��C�� �Lݔ�ܵ��ǬF����Iݔ�͵���Ҫ�ֶΣ��ܵ����ӕr�Lݔ�ܵ���O���P�I���҇����S������L���x���������ں��ʩ�����c���ο����ȃȵĺ��l늻��������˵Ąڄӏ��ȴ����aЧ�ʵͣ�ʩ���M��ʮ�ֵľ��������҇��Ĺܵ����ӹ��˶�ȱ���˹����Y�^�� ���ܵ��ԄӺ��������҇��_ʼ�������ɸ����͑���Ҫ���OӋ���N�ܵ������O��ܵ��¿��O�䡢���찲�b���ṩ���M��Ӗ���g��ԃ�������ա��ҹ�˾�aƷ�V�����ڟ����ܵ���ʯ�ܵ���ʯ���ܵ��������ܵ�������ˮ�ܹܵ����촬����ܵ���.
ȫλ�ùܵ����C
Ø �m�ù���130����
Ø �m�ñں�4-50MM
Ø �m�ò��|��̼䓡����P䓣��Ͻ�䓡��͜�䓵ȡ������P�������܉����
Ø �m�ú��p�����N�ܶκ��p�������-���Ӻ��p������-���^���p������-���m���p������Ҫ�r���üٹ��^���ӣ�
Ø ��ϵ�y;���M늙C݆݆�U�� ��
Ø �{�ٷ�ʽ�����I�Ӝp�{�٣�
Ø �{����ʽ��늄��{����
Ø �[��ϵ�y������˾���м��g�aƷ��/���M늙C�[�ӣ�
Ø ����ϵ�y������˾���м��g�aƷ�����ֿ���
�ܵ����C�������������c�����ӹ�ˇ����������
����ժ�ԣ�http://www.guandaohanji.com/news/2017/0522/85.html
�ܵ�ȫλ���ԄӺ��C����С܇
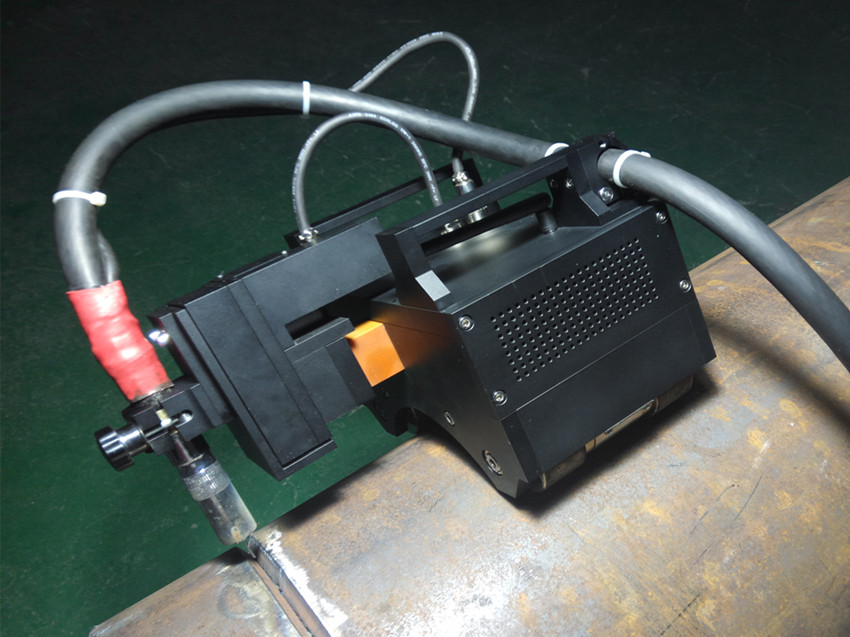
����ԭ��
���ù��ӹ̶�������С܇���ߵķ�ʽ���Fȫλ�ùܵ��ԄӺ��ӣ����ӹ�ˇ���ø�Ч�ʡ��ͳɱ���CO2���w���o����
�Y���������f��
�ܵ�ȫλ���ԄӺ��C�ɿ���ϵ�y������С܇�������Դ���ͽz�b�ü�����ĴֽM�ɡ�
�ܵ�ȫλ���ԄӺ��C����ϵ�y���ܣ�
Ø �_�P�C�I���P�C��B���L��5���_�C���_�C��B���L��5���P�C
Ø F1�I�������@ʾϵ�y����̖
Ø F4�I���_�C��B�°�f4�IϨ�����ٴΰ����c����Ļ
Ø ����I������+������f��������-������f�p
Ø 늉��I������+��늉��f��������-��늉��f�p
Ø �ͽz�I�������_ʼ�ͽz�����_ֹͣ�ͽz
Ø �����I�������_ʼ���ӣ��ٴΰ���ֹͣ����
Ø �����I���������I�������O���õą����\�У��u�[�����ӣ�С܇���ߣ�
Ø ֹͣ�I������ֹͣ�I��ֹͣ�u�[�����ӣ�С܇���߹���
Ø С܇�����I�����¡��_����܇���ߣ����¡��P��С܇ֹͣ
Ø �����ٶ��I�����¡�+��С܇�ٶ��f�������¡�����С܇�ٶ��f�p
Ø ���I������형r����D
Ø ���I��������r����D
Ø ���I�����������Ƅ�
Ø ���I�����������Ƅ�
Ø ǰ�I��С܇��ǰ�\��
Ø ���I��С܇����\��
Ø ���I�����������{
Ø ���I�����������{
Ø �[���I���������Ҕ[�ӣ��ٴΰ���ֹͣ
Ø �[���I������+���I�[���ٶ��f�������������I�[���ٶ��f�p
Ø �[���I������+���I�[�ӌ���׃�������������I�[�ӌ���׃խ
Ø ��r�I������+���I�[������߅ͣ���ĕr�g�L������-���I�[������߅ͣ���ĕr�g��
Ø �ҕr�I������+���I�[������߅ͣ���ĕr�g�L������-���I�[������߅ͣ���ĕr�g��
Ø �����I������+���I�ڔ[�ӕr�����ҵ��ٶȿ죬����-���I�ڔ[�ӕr�����ҵ��ٶ���
�ܵ�ȫλ���ԄӺ��C����С܇
Ø �m�ù���130����
Ø �m�ñں�4-50MM
Ø �m�ò��|��̼䓡����P䓣��Ͻ�䓡��͜�䓵ȡ������P�������܉����
Ø �m�ú��p�����N�ܶκ��p�������-���Ӻ��p������-���^���p������-���m���p������Ҫ�r���üٹ��^���ӣ�
Ø ��ϵ�y;���M늙C݆݆�U�� ��
Ø �{�ٷ�ʽ�����I�Ӝp�{�٣�
Ø �{����ʽ��늄��{����
Ø �[��ϵ�y������˾���м��g�aƷ��/���M늙C�[�ӣ�
Ø ����ϵ�y������˾���м��g�aƷ�����ֿ���
�ܵ�ȫλ���ԄӺ��C�ͽz�b��
Ø �ͽz�C��ʹ��ֱ���� 0.8 �� 1.6 mm����亸�z,���z�Pֱ���ɸ��_300����105mm�x����亸�z�r����ӛ���z�����c�c���躸�ӵ�ĸ�Ĵ�����ͬ��
Ø ע�⣡�����Q��亸�z�r���ձؙz���ͽz݆���ͽz݆���۵��Π�ߴ��Լ����z�r���c��ʹ�õĺ��z�Ƿ�ƥ�䡣ͬ�r߀횙z����ʹ�õĘO���Ƿ��m������亸�z��
Ø �Ñ�����ͨ�^�{���ͽz�C�����ͽz݆�ĉ����Ķ�ʹ����亸�zƽ��형����M�댧�z���c������
Ø ���������ͽz݆����������형rᘷ������D��ɫ�ĉ����{�����o��
Ø ����pС�ͽz݆�������t������rᘷ������D��ɫ�ĉ����{�����o��
Ø �{�����o�Ͽ��Љ����{����������ʹ�É���Խ������ʾ�Ŀ̶�Խ��Ŀ��
Ø ���ڈ�Ӳ��̼��c���P���亸�z���ԣ���_�����O�õĉ�������������亸�z���ͽz݆Ó�䡣
Ø ע�⣡�����^��������亸�z׃�Ρ��ܓp��ͬ�r߀��Ħ�����Ɖ���݆�S�У��Ķ��s����ʹ�É�������݆���ЃɷN��ͬ�ߴ�İ��ۡ��Ñ��ɴ��_��݆�ľo���ݽz�����D��݆���D����ʹ�õİ��ۡ����õİ��۳������档

��������
Ø ������С܇�ŵ��ܶλ��ϲ����϶��ξ���
Ø �����b�غв�������ϵ��½����I���ں����x����10-15mm��һ��麸�z��10����
Ø �����b�غв�������ϵ����°��I�������������½���
Ø �����b�غ��ϵĔ[�Ӱ��I���������ں��p�[�Č��ȣ� ��[�ӌ��Ȳ�����ߔ[�����Ҷ��r���ɰ��b�غ��ϵ� �[�٣��[������r���ҕr�ļӜp���M���{��
Ø �����������늉���������С܇�D���{����ˇ����Ҫ��Ĕ�ֵ��
Ø ���������������¿ڌ��țQ���Ƿ���Ҫ�[�ӣ��¿ڌ������[�Ӱ��I���{���[�٣��[�������Ҷ��r���¿�խ�������{С�[�ӻ��߲��[�Ӻ��ӣ���
Ø �������ӷ������b�غ��������D��
Ø ������С܇�D�Ӻ��º��Ӱ��I��
Ø ����ǰ����������һ�{�Ô[�Ӆ����ͺ����ĸ߶ȣ��ڶ��{��С܇���ߵą��������ߣ������{�����늉��ں��ӣ�
Ø �����^����ע�⺸���Ƿʺ��p���ģ�����ƫ�x�������r�{����
Ø �纸������ƫ�������b�غ����I�{��������ƫ�������b�غ����I�{����������С܇������r���ȷ��{����
Ø ������ɺ����ߺ���С܇���������p���棻��ʹ��ˎо���z
���ӹ�ˇ
1. ����λ�ã�����λ�ö�λ�ڴ�ֱ�ܵ����^���Aб��
2. �[�Ӻ���
��1��
�ܵ��ں���ǰ������Ȱ��[�Ӱ��I�M�Д[�Ӷ�λ���^���߅�[�ӵ�λ���c�¿�߅�g϶�Ƿ�һ�£�һ����r���w��Ӄ�߅�g϶��һ�����ú��zֱ�����ȣ�������r�Ᵽ���C������Ȟ�2mm���ң�����w������ȴ���2mm���ϣ��[�ӌ��Ȳ�Ҫ���ں������ȣ���ʹ���ý��ͺ����ٶȵķ�����ע���{�������ɂȵ�ͣ���r�g����t�O��������߅�����A�������g���ӵĔ[�ӌ������¿ڃȺ����ۺϾ����Ȟ�ʣ������ɂȵ�ͣ���r�g������_�{�������H���ӕr�Ա��C�۳������^�ɞ�ʡ�
��2�� �������¿��g϶�^С����r�£���һ�������Բ���С�[�ӣ�С���늉����M�С�
��3��
�[���ٶȌ�Ӱ푺��ӳ��μ������|������[�ӵ��ٶ����c����Ҏ���������ٶȣ�����С܇���ٶȣ�����߅ͣ�D�r�g�Y����һ��ģ�ԭ�t�����Ժ����۳ص��^�ɕr�g�������[�ӵ��ٶȣ��c��߅ͣ�D�r�g���ܱ��C������߅�۳�ǰ������w��낀�۳؞��ˣ��ٶ��^���γ�֮���κ��p���ٶ��^�����ɺ�����߅ҧ߅�ۺϲ��õĬF�˷N��r�����Ӻ��ӕr�O�a���A����
��4��
�[�ӵ�����ͣ�D�r�g�Ժ����^�����۳��Fˮ�ۺϵ�����߅�؞�ʣ�ͬ�r���Cһ���[�����ڃ�ǰ��ɂ��۳دB�Ӵ�룬ͨ����r������ͣ�D�r�g�����^100����1�롿���C�����S�O���Ĕ[�ӕr����ͣ���r�g�{��������0��200�������롿�����ڴ����e߅�ĺ��������e߅���m������ͣ�D�r�g�����C����߅���ۺϳ������á�
��5�� ���Ô��ֻ����ƵĔ[�ӷ�ʽ�������^�����{���ٶ�׃�����������ں�������׃�Σ�̫��Ĕ[���ٶȣ���������׃�ӡ�
3. ����Ҏ��
��1�� ���z�ĸ����L�ȣ����z�������쵽�����۳ظ߶ȣ���10mm��15mm���ˣ��^�L����ɺ��Ӳ����������w���o���y���^���۳ز����^�죬�����������죬���p����졣
��2�� ���w��������������Ӌ�̶�ָʾ25L/min���Ҟ��ˣ��^���^С������ɚ��w���o����λ�����wʹ�Õr��횽��ӟᣬ��ֹ��Һ�B���w�⻯������ˮ�ݣ��a����ס�
��3��
���������늉����҂��ں����f�����нo�˅����������������Ќ��H���Õ�����ƫ����wҎ�����������F��˾�������ĺ��ӹ�ˇ�u��Ҫ��һ��ͨ�����õ������늉����������180A������늉�28v�������H�����^���к��������늉�����ƥ����r�ý����Д࣬���������ʣ�����늉�������늻����L����ָ���z�ۻ��c����췽���Ƅӣ����S֮����늻��lܛ��Ư�Ʋ��������Ӳ������������п��ܟ��Č���죻����늉��pС������늻����L�pС��ָ���z�ۻ��c���۳ط����Ƅӣ��������w�R����늻����ӣ��l�����z�ײ�۳جF�������^���γɺ��֠�M�����z�l�t����ȼ�������z���ࡣ��늉�����ʣ��c������r�෴��������늻��L����2mm���ҡ�
4. ���C�O��
��1�� ����˾���Ç���������M�ĺ����Դ��ֻҪ�����o�Ϳ��Ԍ��F�ԄӺ��ӣ��ջ����DZ��C���ӽY���ĺ��ӽ��^�|�����e���ڴ�Ҏ�����ӕr���ջ��й��ܿ��Ա��C���ӽ��^�]�л��ӣ���Ȼ�ջ��r��仡�ӵ������늉���������{�����{���������պ��C�Դ�f������
��2�� ��ʹ�ú��z�x��о��ˎо���z�_�P��
��3�� �Ᵽ���Cһ�㎧�й�늹��ܣ��ں���ֹͣ7������ҕ��Ԅ��Д����C�Դ������©��������]�мӟ�Դ�����CO2���w����Ӌ�Y˪�p�ģ���ܙz©���������P�]�z���_�P��ֹͣ���Ӡ�r�£����_����Ӌ�y���ȴ����犣��������Ӌ�����ص��ף����Դ_�J��ܹ�·�o©�⡣
���w�ı����c���z���ӵđ���
1 ��о���z����о���z��Ҫ���ڹܱڱ��^����һ��5MM--8MM���������120늉�18.6���Ҍ�о���z���c�����С���Ժ������������w�ı���AR80%+CO2 20%,ʹ���@�N�����Ě��w�������^�������y·��ā����ʹ��CO2100%�Ě��w���^ƫ�
2
ˎо���z��ˎо���z��Ҫ��ڣ�ˎо���z���c�������Ч�ʸߣ�һ������12MM��50MM�����O�䲻������˹���וrҪ���c�@�Ӳ��ד������҂��ڵ�һ�����r�������170����늉�22.6���ң��ڶ��顪N������200����늉�28.5���ң����wCO2
100%
3 ���P䓣���о���z���ڹܱ�һ����5MM��12MM�����ӷ���ģʽ1���c�绡�����270����늉�30.5���ң����c�绡�[�Ӳ����^��һ����10MM���ң����w����AR98%+CO2 2%
4
���P䓣�ˎо���z��Ҫ���ں�ڣ�һ��12MM��50MM�����P�ˎо���z��̼�ˎо���z��ͬ���ЃɷN�����Ʌ�������һ�NС���135����늉�19.6�����B��ʹ�ã��ڶ��Nģʽ2�绡���200����늉�28.5���ң�
���wCO2100%,��������ʹ�ö�Ҫ���w�ӟᣬ�����Դ�Ԏ����^.
1. �ܵ��������������c
��1���ܵ����C���������r�����l���϶����\�l�����ں��p��̎��������λ�ã��۳ؽ��ٵ������ٶ����@�ӿ죬�@��Ҫ����ߺ����ٶȣ�ͬ�rҲҪ���۵����۳ص��^���ٶ��S֮�ӿ죬���Ҫ���x���^��ĺ��������������늻�������늴��տs�����p���۵α���ď������ӿ��۵��^�ɣ����������������ٵĸ��w���ܡ�
��2�����ֹ�����^����ǰ������ɊA����������������o������Ӱ푺��p�|���ͳ��Σ�Ҫ��ʹ�ö������l�������������Ҫ��ʹ�Ì��õ������º��l��
��3���������������r�����ٶȿ죬���Ժ��ӟ�ݔ���٣����ӽ��^�������õ����W���ܣ�׃��Ҳ���p�١�
2. �ܵ����C�����������ӹ�ˇ
��1����ǰ�ʂ�
�齵�ͺ��p�К�ĺ�������ǰ��회����Ӆ^���F�P�����ۡ�ˮ���s�|�M�Ї�����������Ա������p��ס��ٲ��ÙCе�����������W���������Cе���W�C����������������Ҫ�ӽ��^¶�����ٹ�ɣ����p�ɂȸ�20mm������������ǻ��W����߀Ҫע������ˮ�_ϴ����������̎����
��2���b�䶨λ��
�����������r���b��Ҫ��ܸߣ����M���ܱ����e߅����ò��Ì��������ڡ�������ں���ĸ�Ķ������e߅�қ]�������r�����e߅λ�ý^�����S���ڹ��ӵ�6�cλ�ã���÷���3�c��9�cλ�á����Ӷ�λ���p�L�������������IJ�ͬ����ͬ������100mm����λ��������3̎������100mm�r����λ���p�L����5��10mm������100mm�r����λ���p�L�ȑ���15mm����λ��λ���Է���2�c��6�c��10�c���ˣ���ԇ�r�Dz����S��6�cλ���ж�λ���p�ģ���
��3�����Ӳ��� �����������Ӳ��ϵ��x���]�ɷ�������أ�һ��ĸ�ĵIJ��|�����ǹܵ�ݔ�͵Ľ��|��
����ݔ�͚�ܵ�����Y��䓲��ϣ���ԓ���ȏ�ԭ�t���x�l�����Ҫ�Ӳ��ϵď��ȼ��e�cĸ�Ļ�����ͬ������ܵ��nj���ݔ��ܾ����t���x�õ͚��������������l�����ݔ��ܾ������ӽ��^������Ҫ��ߣ����͚��ͺ��l�ܺܺõp�ٽ��^�еĚ京������߽��^���ܡ������ݔ�͡�ˮ�ܵ����t�����x���w�S���������������l��
�A�Ժ��l�ں�ǰҪ�M�к��̎�������ɜض���350��400�棬���ؕr�g��1��2h����ɕr���l��횷�ƽ�ţ���3.2mm�ĺ��l���ܳ��^5�ӣ���4mm�ĺ��l���ܳ��^3�ӣ����؏ͺ�ɴΔ����ܳ��^3�Σ����ұ���S���Sȡ�����ӕr���ú��l��횷��ڱ���Ͱ�С�
��4���ܵ����C�����Դ���O�ԑ��� �A�Ժ��l����x��ֱ�������Դ������ߺ���늻�ȼ���ķ����ԡ��p���w�R�͚�Įa������횲���ֱ�����O�Խӷ���
��5���¿��Π�ߴ� ���˱��ڼӹ����ײ���V���¿ڣ��Π�ߴ�ҕ���w��r������
��6�����Ӆ��� �������������ٶȿ죬���l���˲����^��ęM��[�ӣ����ʹ��ֱ���\�l������ѭ���Ӷ����ԭ�t��Ҋ�±������亸�ӵČӔ��ɰ���ʽ���㣺
N����/md
ʽ�� n�������ӌӔ���
�ĩ���������ȣ�
m�������ϵ����m��0.8��1����
�����������Ӆ���
��7��������ˇ��ʩ �����ܵ����ϼ������h���IJ�ͬ�ɲ�ȡ���¹�ˇ��ʩ����߽��^�|�����ٺ�ǰ�A�ᡣ��ǰ�A������Ч���ͺ�����s�ٶȣ��p�ٴ�Ӳ�̶ȣ���ֹ�Ѽy�a���������Ԝp�ٟ�Ӱ푅^��ز����ɵĺ��ӑ������A��ض���Ķ������A�ጒ��ÿ�Ȳ������ڰ���
3. �ܵ����C�����������Ӳ���
��1������
���ӷփɂ���Ȧ��ɣ��Ⱥ��Ұ�Ȧ�������Ȧ���Ұ�Ȧ��12�cǰ5��10mm̎�����¿ڱ�����ȼ늻���Ȼ��늻�������λ�ã����g߅�����غ��p����ʩ�����ں����^����Ҫע���^���۳صĴ�С��������r�����ö̻����ӣ����r�{�����l�Ƕȣ����ص�����������e�Ǻ��p�c�¿ڵĽӺϾ��ϸ�Ҫ����������
��2�����Ӻ��� �ɸ������w��r���Æε�����������������c��������ͬ��������ö�����tҪע�����������g���دB�����دB1/3��2/3�����Ա��⺸���g�a���ϲۣ��������A����ͬ�r�����Ӳ����Ɖ��¿ھ�����������ܱ���1��1.5mm�r����ֹ���Ӻ��ӡ�
��3���w�溸�� �w��Ӻ��ӕr����������������g����5��10A�����˱��ڿ��ƺ��p���ȣ����l���������[�ӡ�
1 ȫλ�ùܵ����C�廡���ĺ��ӷ�ʽ��ƽ������Ҫ�c
ƽ���������������յĺ��ӷ����������ӌӴΞ������� ������֘�������D1��ʾ�������Ƕ��c���z���λ����D 2��ʾ��
�廡���ĺ��ӷ�ʽ
1.1ȫλ�ùܵ����C���
��1����������䓰�̶���ˮƽλ�ã��g϶С��һ�˷����҂ȣ�ʩ���r���������M�к��ӣ������պ����������ú��z���� �����҂ȶ�λ���p���M��������
��2�����ӡ�����������ԭλ���Լ�ͣ��������늻��� ǰ������λ���p5mm̎�������¿ڃɂȔ[�ӣ���ǰʩ������
������λ���pǰ���γ��۳ز����F�ۿ��_ʼ��z��ע�� ���۳��ͺ��z�r���������^�ͣ��Ա��C���z���^Ҳ������
��ǰ����һ�����ڵ��Fˮ��ѡ��������¿ڃɂ��������С ��X�Δ[�ӣ��ٶ�Ҫƽ������늻�����̧���^�ߣ��[�ӷ���
��Ҫ�^���z�������Ҫ�쾚��������zҪ��Ҏ�ɡ��ں� �ӕrҪ����ע�⺸�Ӆ�����׃������Pϵ���S�r�{������
�ǶȺͺ����ٶȡ����l�F�۳������p׃�������F�°��r�� �f���۳ض�ƫ�ߣ��@�r���pС�����c�����g�ĊA�ǣ��ӿ�
��z�ٶȻ�ӿ캸���ٶȣ����l�F�۳��^С�r���f���۳� �ȵͣ������Ӻ����A�ǣ��p����z�ٶȻ��ٶ�[1]��ͨ�^��
����֮�g��������ϣ����C���溸�p���õij��Ρ�
��3�����^�������z���꣬��Ҫ�Q���z����������ԭ���蕺 �r��ֹ���ӕr���t���н��^���ڡ��ں��p���gֹͣ���ӕr����
���_�����ϵİ��o�_�P��ֹͣ�ͽz��������C������Ԅ�˥ �p�b�ã��t�����և���߶Ȳ�׃����늻�Ϩ�硢�۳���ȫ��s
�������_�����������C�]������Ԅ�˥�p�b�ã��t���_���o �_�P����̧�ߺ�������늻�Ϩ�硢�۳���s���̵��ɫ׃�� �������_����[2]��
�ڽ��^ǰ�����șz��ԭ����̎���p���|����������o�� �t�]������Ƥ��ȱ�ݣ���ֱ�ӽ��^�����������Ƥ��ȱ�ݣ���
���ý���ĥ��C������Ƥ��ȱ��ĥ������������ǰĥ��б �棬�ڻ����҂�15��20mm̎�������������������Ƅӣ���ԭ
����̎�_ʼ�ۻ��γ��۳غ��ۿ��^�m��z���ӡ�
��4���ջ���������C������Ԅ�˥�p�b�ã��t��������ĩ �ˣ����pС�����c�����ĊA�ǣ����������ں��z�ϣ��Ӵ�
�z�ۻ���������M���ӣ�Ȼ���Д�����_�P���@�r���������u�pС���۳�Ҳ����sС�����z�س飬����ҪÓ�x��Ᵽ�o
�^��ͣ��������ӕr10s�������P�]����ֹ�۳ؽ����ڸ� ����������������C�]�����˥�p�����b�ã��t���ջ�̎Ҫ
������̧�������pС�����A�ǣ��Ӵz���ۻ��������� ��̎��M�����Д������
1.2 ȫλ�ùܵ����C��亸
��亸�������E��ע������c���������ͬ�����g�� ���ӕr�����șz��������������Пo����Ƥ��ȱ�ݣ����Єt
���M�д�ĥ̎����ͬ�r�Ӵ���������ӕr�������M��[ �ӣ�һ������X����������ǰ�[�ӣ��亸���Ĕ[�ӷ��ȱȴ�
���r�Դ�늻����¿ڃɂ�ͣ���r�g���L�����C�¿ڃɂ� �ۺ����ã������������Ӻ��p���Ⱥ��������1mm��
�ң������ۻ��¿ڵ�����߅���������¿�߅����ԭʼ��B���� �w��Ӻ��Ӵ�û��A��
1.3ȫλ�ùܵ����C�w�溸
�w��ӵĺ����c��ӵIJ�������������ͬ��ֻ�ǔ[�� �ķ���Ҫ�Mһ�������C�����ۻ��¿ڃɂ���߅0.5��
1.5mm��������늻�������ҧ߅�����ӕr�����������p����ߴ_ �����z���M���ٶȣ����C�¿ڃɂ��ۺ����á����^�����c�� �Ӳ�ͬ���ǣ����۳�ǰ
10��15mm̎���������^�r늻��� ���^�۳ص����̎�ۻ����[��Ҫ��Ҏ�ɣ���zҪ�m�����Դ_�� ���^̎���p�^�ɈA�������ֺ��p�ĽyһЧ����
�廡���ĺ��ӷ�ʽ
2��ȫλ�ùܵ����C�廡���ĺ��ӷ�ʽ�������ĺ���Ҫ�c
�����y�ȴ���Ҫ���c���۳ؽ����������p���β��ã� �׳��F������ҧ߅����˳�����ƽ���Ļ��A���������⣬��
�x��ƫС�ĺ���������������������Δ[�ӣ������S�r�{ �������Ƕȁ������۳ص�����[3]������Һ�B�������ʣ�ͨ�^��
�����Ƅ��c��亸�z���ЙC��ϣ��@�����õĺ��p���Ρ� ���������Ƕȡ���zλ����D3��ʾ�������̶��ڴ�ֱ λ�ã�С�g϶�����棬���ӌӴΞ�����������
ȫλ�ùܵ����C�廡���ĺ��ӷ�ʽ
2.1 ��� ����ں������¶˵Ķ�λ���p���������Ȳ��Ӻ��z�� �ض�λ���p�_ʼ�ۻ����γ��۳غ��ۿ��_ʼ��z���Ϻ�
�ӣ��������������Δ[�ӣ����¿ڃɂ���ͣ�������C�ɂ��� �Ϻá��ں��ӕr��ע�⣬���������Ƅӵ��ٶ�Ҫ���m���eҪ
���ƺ��۳ص��Π���C�۳����ؽӽ���E�A�Σ������� ������t���������β��á��M���ܵ��Ѻ��õĺ�����ס
�۳أ�ʹ�۳ر���ӽ���һ��ˮƽ������������@�Ӻ��p�� �^�^ƽ����
2.2 ��亸 ��亸�����[�ӷ����Դ��C�¿ڃɂ��ۺϺã����� ����ƽ�������Ӳ��E�������Ƕȡ���zλ���c�����ͬ����
�ӕr�����C�¿ڃɂ��ۺ����ã������������Ӻ��p���� ���������1mm���ң������ۻ��¿ڵ�����߅���������¿�
߅����ԭʼ��B�����w��Ӻ��Ӵ�û��A��
2.3 �w�溸 �w�溸�r�������[�ӷ��ȱ���亸�Դ������c��� ��ͬ�����ӕr�����C�۳��ۻ��¿ڃɂ���߅0.5��1.5mm����
����늻�������ҧ߅��ͬ�r�����������p����ߴ_�����z���M ���ٶȣ����C�¿ڃɂ��ۻ����á� ���^�����c��Ӳ�ͬ���ǣ����۳�ǰ10��15mm̎��
�������^�r늻��Ľ��^�۳ص�����c̎�ۻ����[��Ҫ��Ҏ�ɣ� ��zҪ�m�����Դ_�����^̎���p�^�ɈA�������ֺ��p�Ľyһ Ч������ֹ���F������ȱ�ݡ�
3���廡���ĺ��ӷ�ʽ�������ĺ���Ҫ�c
�����Ǻ��Ӳ������y�����ĺ���λ�á������������^ ���У����ӵ��ң��۵�������������K�����۳��^�ɣ�������
���������ã���Ᵽ�oЧ��������������λ�ã��ʱ�횇�����ƺ��Ӿ���������s�ٶ�[4]�������^С�ĺ���������^���
�����ٶȣ��Ӵ���������ʹ�۳ؿ����ڱM����С�ķ����ȣ� �ӿ��۳������ٶȣ��_�����p�������^�� ���ӕr������ˮƽ�̶����¿ڳ��£����g϶С��һ�˷�
���҂ȣ����ӌӴΞ�������������
3.1��� �����Ƕ���D7��ʾ����ԇ���Ҷ˶�λ���p���������� ����z�����γ��۳غ��ۿ��_ʼ��z�����ӡ����ӕr Ҫ�{�ͺ���������С������X�Δ[�ӣ����¿ڃɂ�����ͣ���� �۳ز���̫��ֹ���ڽ�����
�廡���ĺ��ӷ�ʽ
���^�r���ڻ����҂�15��20mm̎��ȼ늻���Ѹ�ٌ�� ������������̎�ӟᣬ��ԭ�����ܻ����_ʼ��z�D������ ���ӡ�������������ջ�����M���Ӻ�绡�����۳���s���� ���_������
3.2��亸 ���Ӳ��Eͬ����������������z�[�ӷ����Դ��C�� �ڃɂ��ۺ����ã��������摪ƽ����������ĸ�ļs1mm������ �ۻ��¿���߅��
3.3�w�溸 �����[�ӷ��ȼӴ�ʹ�۳ɂȳ��^��߅0.5��1.5mm�� ʹ�ۺϺá����κá��oȱ�ݡ�
4���廡���ĺ��ӷ�ʽ���M���ĺ���Ҫ�c
���әM���r���ۻ����������ص��������������ʣ����� �ں��p���ς��׳��Fҧ߅�����׳��F�������δ�ۺϺ�
�����Ⱥ���ȱ�ݡ���ˣ���˷�������Ӱ푣�����ȱ�ݵĮa �����������^С�ĺ��zֱ�����^С�ĺ�������Ͷ��Ӷ����
�ȹ�ˇ��ʩ��ͬ�rͨ�^�����Ƅ��c��z����ϣ��ԫ@������ �ĺ��p���Ρ� �M���r���¿��Ȍ��FҺ���������ã����¿��ςȄt��
�^�õ�����Һ�B���ٵ����ã��@���F�����溸�p������Ƿ� �����õġ�������Ӆ����x������������î������溸�p�ij� ��ʮ�����^��
���²�������������λ�ô�ֱ�̶����¿���ˮƽλ �ã�С�g϶̎�����҂ȡ����ӌӴΞ������ĵ������һ���� ����һ�����w�溸�ɵ���
4.1 ��� �ں����Ҷ˶�λ���p̎�������Ȳ��Ӻ��z���������Ҷ� ��λ���p̎��ͣ�������γ��۳غ��ۿ�����z������ �ӡ�������С������X�Δ[�ӣ����¿ڃɂ���ͣ�������_�ęM ���ӽzλ����D5��ʾ
�廡���ĺ��ӷ�ʽ
4.2��亸 �������[�ӷ����ԼӴ��⣬����������Ƕȡ���zλ �ö��c�����ͬ�����Ӳ����^���Б�ע�����¿ڃɂ�ʹ� ������ͣ�D����Ҫע�ⲻ�Ɍ��¿���߅�ۻ���Ϩ�������ü� �캸�ٷ��ջ���ÿ�������������Ȍ�ԭ���p�����ۻ����� �M�мӽz��
4.3�w�溸 �w�溸�Ѓɗl�����������Ƕ���D6��ʾ���Ⱥ������ ������������ĺ�����
�廡���ĺ��ӷ�ʽ
����亸�p�M�������������׃�_ʼ���ӡ���һ���� �pע�⌢�¿ڵ�����߅�ۺϣ��ڶ������pע�⌢�¿ڵ�����
߅�ۺϡ��ڶ������p�ĺ����ٶȸ��죬�����ͽz�l�ʣ��� ���m���p���ͽz���������^���У������ƄӺ��ͽzҪ��υf
�{���������¿ڳ��Fҧ߅ȱ�ݡ��w��Ӻ��ӕr��ʹ�۳����� ߅�����^�¿���߅0.5��1.5mm���ˡ��w��Ӻ������н��^��
���˴��e�_���e�_�ľ��x��С��50mm��
����ժ�ԣ�http://www.guandaohanji.com/jishu/2017/0621/93.html
























 ��վ֩���ģ�壺
��Ҫ��|
������|
����|
��������|
������|
��ƽ��|
��Դ��|
�ղ�|
��Ӫ��|
��կ��|
������|
������|
��ľ����|
����|
������|
������|
������|
������|
ʩ����|
����|
�»���|
������|
������|
�ذ���|
��ʯ��|
������|
����|
������|
�ڶ���|
������|
�����|
������|
����|
���|
������|
������|
����ʡ|
��̶��|
�����|
��Ϫ��|
�°Ͷ�������|
��վ֩���ģ�壺
��Ҫ��|
������|
����|
��������|
������|
��ƽ��|
��Դ��|
�ղ�|
��Ӫ��|
��կ��|
������|
������|
��ľ����|
����|
������|
������|
������|
������|
ʩ����|
����|
�»���|
������|
������|
�ذ���|
��ʯ��|
������|
����|
������|
�ڶ���|
������|
�����|
������|
����|
���|
������|
������|
����ʡ|
��̶��|
�����|
��Ϫ��|
�°Ͷ�������|
