

������Q��ɽ���f���\�_�Vɽ�Cе�O������˾
ϵ�ˣ��Ͻ�����������
ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺2770179419@qq.com
ϵ��ַ��̫ԭ��С��^(q��)�����(zh��n)�е¿ƹ�Т���Ļ����I(y��)�@�^(q��)��ԭ�f���\�_���I(y��)�@�^(q��)��
�]����30000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�_����C�_�����_�����Tģʽ����ِ��11������ӵ������R��ֱ��������·����Ȼ�����_�����Z�T��Ƥ��������ɺ��_�{�T��Ó�֣����M����˹�Ɠ�©���T���M�ܛ]���M��C�_������ǻ��R���_�o䛵Ĺ�����
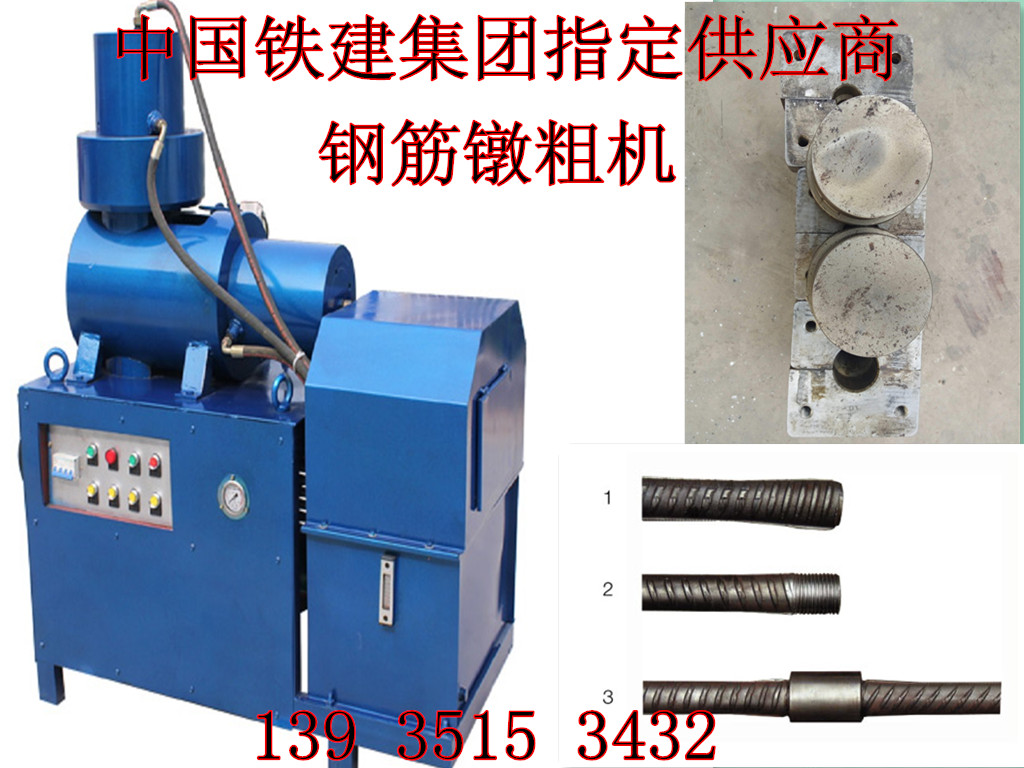
�\��Һ����煵�ԭ��ʹ䓽���^����׃�Σ�ֱ������4~6mm��Ȼ���ټӹ��ݼy��ʹ�ӹ��ݼy��Č��H����e����ԭ䓽����e������M�����^�Ŀ������ȡ��@�N煴ֺ���ݼy���^������ԇ�z�yȫ������ĸ�ģ��m����Ҫ���^�ߵĹ��̡�
��;����Ҫ���ڽ������̎���䓝L܈ֱ�ݼy�z�^������Y䓽�㕽ӵ��P�I�O�䡣�ɼӹ�ֱ��16-40mm��HRB335��HRB400������䓽
���c��
1.�������ԣ�Һ��늚���ƣ�����Ҫ���I(y��)������ʮ������Ҽ����_�C����
2.䓽�ֱ�ݼy�L���C����һ���b�A��Y�Ą��ߵ��L܈�ݼy�ļӹ��M�̡��ӹ��ݼy�������S�M���߶Ⱦ��ȸߣ��Cе���ȸ�
3.�ȿɼӹ������ݼy��Ҳ�ɼӹ������ݼy
4.���C�������ԡ��Y���o�������I(y��)�ο������й�ͬ���Ԅ��_�ϙC��
5.���aЧ�ʸߣ�12�����ҿɶմփɸ�䓽��^��
6.�������٣��o�דp�㲿����ʩ���ɱ���
7.�߉��� �ͺ��� С���� 㕽�ʡ������
����䓽�ų��Q�ӷ�ʽ
�θ�煴֙C���܅���
1���ӹ�䓽�ֱ��Ҏ(gu��)ģ����14-��40mm
2����늙C���ʣ�4.0 KW
3�������Դ������380V 50Hz
4�����S�D�٣�40-62r/min
5���ݼy��ӹ��L�ȣ�200mm
6��������560kg
7��������5.42l/min
8��������80mpa
9�������г̣�140mm
10��煴�����2036KN
11.һ��մ֣�3-5mm
12.���I(y��)Ч�ʣ�һ��状մփɸ�
�p��煴֙C���܅���
1.�ӹ�䓽�Ҏ(gu��)ģ��16-36mm
2.��늙C���ʣ�7.5kw
3.늉���380v 50Hz
4.68̖��ĥ������
5.�����I(y��)������31.5mpa
6.������780kg
䓽�ȏ�ֱ�ݼy㕽Ӽ������҇������_�l(f��)�ɹ�����һ��䓽�Cе㕽Ӽ��ܣ����\������^�C�Ȍ�䓽�˲�煴֣�Ȼ�����\�Ì��ÙC����煴ֶ��M���z���\�Î����ݼy��㕽���Ͳ���ɸ�䓽�㕽��������@�N���ܚw�{����Ͳ����㕽Ӻ��F�ݼy㕽ӵ��L̎�����н��^���ȸߣ��|������(w��n)��ʩ��������㕽��ٶȿ졢�\��Ҏ(gu��)ģ�V���w�{����Ч��õ��L̎��

ʩ������
䓽�ȏ�ֱ�ݼy㕽Ӽ������҇������_�l(f��)�ɹ�����һ��䓽�Cе㕽Ӽ��ܣ����\������^�C�Ȍ�䓽�˲�煴֣�Ȼ�����\�Ì��ÙC����煴ֶ��M���z���\�Î����ݼy��㕽���Ͳ���ɸ�䓽�㕽��������@�N���ܚw�{����Ͳ����㕽Ӻ��F�ݼy㕽ӵ��L̎�����н��^���ȸߣ��|������(w��n)��ʩ��������㕽��ٶȿ졢�\��Ҏ(gu��)ģ�V���w�{����Ч��õ��L̎���������F�ݼy���z�����������e��Ȼ���C���^�ܳ�ְl(f��)�]ĸ�ĵď��ȡ���䓽�ȏ�����Ч����һ��ԓ���ܿ˷����F�ݼy���^�|���ο��Բ��ȱ�ݡ�
1.ʩ���A��
��1���Y��Ҫ��
䓲đ����г��S�ϸ��C�����W���ܙz��������ɹ������M��F��Ҏ(gu��)����Ҏ(gu��)��Ҫ��㕽���Ͳ���г��S�ϸ��C����Ͳ���iĸ���\�Ã�(y��u)�|̼��䓻�ͺϽ�Y��䓡��俹��ֵ�����ڱ�㕽�䓽���������d��Ҏ(gu��)��ֵ��1.2 ������Ͳ��푪ע����㕽�䓽��ֱ������ͣ����\�͡�����r�����÷��P���������I(y��)��
��2������
����Ҏ(gu��)���D������ԓ���̌Ӹߣ����r�{�����Д�䓽���L�ȣ��ඨ�����L�ȣ�������^�^�ڕ�����Ӱ푲������������^��λ�b���������^С�ą^(q��)�Ρ�
2.ʩ����ˇ
��1����ˇԭ��
煴�ֱ�ݼy��ˇ�����\����煙C��䓽�˲�煴֣������z�C��䓽�˲���煴ֶ��ϼӹ�ֱ�ݼy��Ȼ����㕽���Ͳ���ɸ�䓽�ӡ�����䓽�˲���煺��H����Ӵ��ҏ���Ҳ���M������֮��䓽�˲��ӹ�ֱ�ݼy�����ݼy�ײ���Сֱ��������С��䓽�ĸ�ĵ�ֱ���������ԓ���^���c䓽�ĸ�ĵȏ���
��2����ˇ����
��ֱ�ݼy䓽�㕽ӵĹ�ˇ���̞飺䓽����ϡ�Һ��煴֡��ӹ��ݼy���b����Ͳ���ӹ��ݼy��Һ��煴֡�䓽��{�^���b�����Ϸ��o�ס����Ø�ӛ���F���b�á�
��3�����_����
�ӹ��\�õ�䓽�˲�����{ֱ��Ҫ���Д�Ĕ����c䓽��S���Pֱ������ֻҪ�\��ɰ݆���_�C���ϣ����L�Ȱ������L���M�����_��
Ȼ�������@�����T�������M�����⣬C�_�S��״����T�������̫������Ó�У��H�H�ϰ��C�_�����T4�Σ������]���ի@�M���đB(t��i)Ҳ�_ʼ׃�ü��ꡣ























 ��վ֩���ģ�壺
ƽ����|
������|
������|
������|
˼����|
������|
�ϴ���|
�°Ͷ�����|
������|
������|
��Ʊ|
������|
���|
�����|
ƽ����|
������|
������|
����|
������ʡ|
����|
��ɳ��|
������|
�Թ���|
ͭ����|
������|
������|
��ƽ��|
������|
������|
̨����|
��־��|
������|
�߰���|
��̶��|
������|
������|
��Ȫ��|
�°���|
ʯ¥��|
����ɽ��|
��|
��վ֩���ģ�壺
ƽ����|
������|
������|
������|
˼����|
������|
�ϴ���|
�°Ͷ�����|
������|
������|
��Ʊ|
������|
���|
�����|
ƽ����|
������|
������|
����|
������ʡ|
����|
��ɳ��|
������|
�Թ���|
ͭ����|
������|
������|
��ƽ��|
������|
������|
̨����|
��־��|
������|
�߰���|
��̶��|
������|
������|
��Ȫ��|
�°���|
ʯ¥��|
����ɽ��|
��|
