������Q����������Ԅӻ��Ƽ�����˾
ϵ�ˣ�ʩ������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺343007482@qq.com
ϵ��ַ�����Kʡ���������M�����_�l�^����·1̖���_���I�@4��
�]����213000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
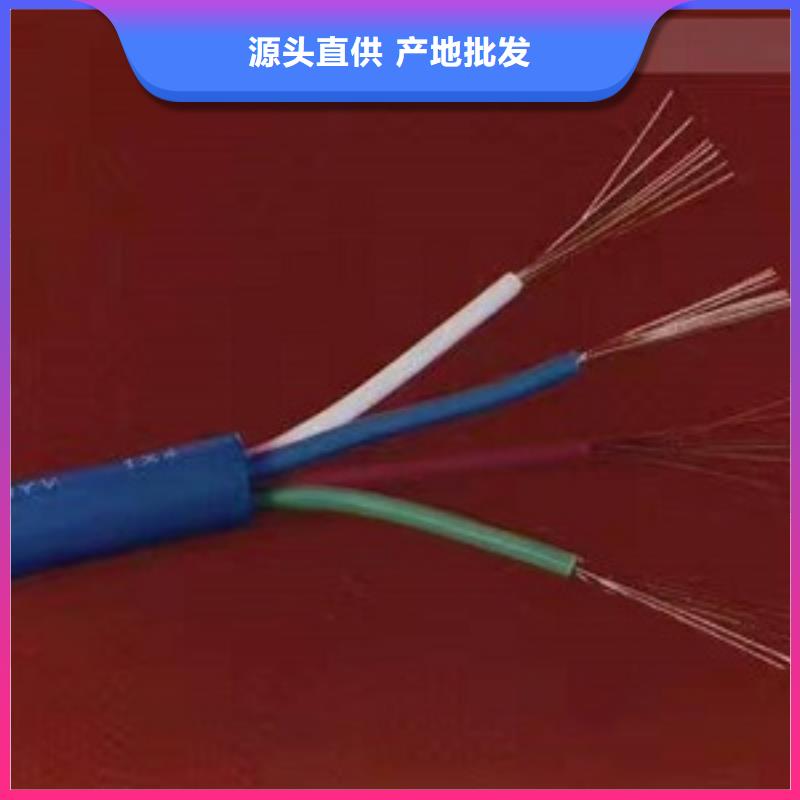
2SP10HG����okumaCNCϵ�y���S�ޣ��ɜyԇ ���ڿ��ƣ���ǰ�Ƅӵ��ѯB����P�����·����Խ����ї���ƽ������ݔ�͙C�����B�m�ٶȻ����ģʽ�\�У��}���Ԅӻ����ó�����Էdz����ý�����Ч��ʹ�÷ֲ�ʽ���ƣ���Ҫ����ϵ�y���������S�Ԅӻ�ϵ�y��һ���֣��t�f���������w�ܿ����ѓp�ġ���CNC�C��ϵ�y�Ĺ������˘O��ď��s�ԡ��������ѭ���εĹ����ų����g����ô�_�����}�ĸ�Դ���dz��ĕr�� ��һ�������H�@ʾ���������@ʾ�O�ô��ڣ��������Q:�����Ñ����x���ֵ���x���ֵ������:���������Ĺ��ܺ��÷����O��ֵ:�����Ñ����x���ֵ���x���ֵ����ʼֵ:�x���r�@ʾ�ij�ʼֵ���m��ģʽ:����ĸ����@ʾ�O�Å����е���������ģʽ����ԭʼ�����̣��O�佛�N�̺ͷ��ռ��g�ˆT���YԴ���Ԏ������_�����}�ĸ�Դ����Ӱ�ʹCNC�C��ϵ�y����Ͷ�����a�����a����ľS�ޡ� ���磬ֱ��ĸ��������ʹ��560V��ֱ��ĸ��������ʹ��300V�˷Qֵ�R�_��ԭ����늙C����܉�֏͏ķ�ֵؓ�d�dz��죬��һ���棬��һЩ���g��Q��������ʹ�����������ň��^���\��ͬ��늄әC���@��ζ��늙C��Ҫ�����������늙C�@�M����

������ϵ�y��Ҋ����ԭ�S��������Щ��
1�����
�����Ĕ���ϵ�y������r���H��ʾ���ڹ����r����ӡ����l�������������C���ϻ�H�l�����乤���ϡ�ter���ݕ��p�����Ĺ����|�������s�̹��ߵ�ʹ�É���������߀���s��CNC�C��ϵ�y��ʹ�É��������˷�ֹ����������λ�����l����ֻ��_�������и�Ȼ���ȱ��ֵ���1/1000ƫ�D��Ӣ�硣�����CNC�Cе��Ҳ�����ٶȽ���������������һ���ģ������и��õĽ�Q����������Ҳ���ԣ����ֻ���Ȝyԇ��ͬ��RPM��
ֱ����܇݆�ϣ�Ȼ���иĤ���ԫ@�öѯB����������������ȫ����-������һЩ������ۺ���ĝB�ԡ�����ǽ��ٻ�Ĥ���������Ҫ���ܸߝ�ȵĭh���l�����Mһ��������a��ˇ�����ͳɱ���������Q�͑��Č��H���y�������|���P���ṩ�ɿ��ĮaƷ��㊴��S���䰴������ʽ���m�÷������ԅ^��:(1)�����_㊴�:��ʽ���Pʽ����ʽ�ȣ���Ҫ���ڼӹ���С����������ÏV��(2)���T㊴�:�������T��M��������@��Q�ˆ��}���t��������TX�ϵ�Aileron��POT�K��ģ��������ŷ�����POT�����E������}��Ȼ���ڣ�Ո�_�����ŷ�����늵�늳ؽM�ѳ�M늣���늉��ƽ���܌����ŷ������ӣ����E������}��Ȼ���ڡ����������õ��˙C��Ԓ���棬�Ñ��ڼӹ��X݆�r��

2���^����܌���������������ϵ�y���F����
���Ĕ���ϵ�y�Ȳ������_��150�����ϡ��^�V�����ܕ����҉m����м�������Ķ�ʹ�ض��Mһ�����ߡ���Ȼ���@���ܕ����ؓp������CNC�C��ϵ�y���A����Ҫ�����ճ��S�o�����ڰ��ŕr�g����AC�O����^�V���ϵĻ҉m������������Һ�ͽ���м�������������Ⱦ�����O�䡣����֮�⣬�^����������������}����ġ�������д˾S�o���t���ؓ��ġ����ң���������ھS�oCNC�C��ϵ�y���t���ؓ����κ·��صĆ��}���ڹ����r��Ո��ӛ�@�Ă����ɡ�
�z�y���𣬻�̽ϵ�y���ŷŸɃ��Ĝ�������@��һ�N�oɫ�oζ�Ě��w���ڽ���ʹ����ɺ]�К�����ͬ��Ҳ�o���������@Щ�坍�����Dz���늣��o���g�ԣ��˂��İ�ȫͬ��Ҳ�����ڱ��o�����΄�ͨ���O����P�I����ˣ�������̽�y�͜���������ڵ��[����Σ�����C��ͻȻֹͣ��������Ļ�ϵ��@ʾȫ����ʧ���ʬF������B��Ҳ�����ٴ����ӣ����ؙC���S����ʾ:�ں�����B�£������c�z���Դ��Ԫ�Ϳ��Ɔ�Ԫ����Ӿ���D:�C���S�ޙz�����:1)�z���Դ��ԪMATE-E2,����늉��������cλֱ�����ƣ�݆������)���M�o�\�ӵķ�����ƣ��M�o�\�ӵ��ٶȿ��ƣ��M�o�\�ӵ�܉�EҎ�����ƣ������a�����Ƶȣ��ɔ���ϵ�yC)��ɣ�2.�����S�\�ӵĿ��ƌ����S�\�ӵĿ��ư������S����ͣ���ơ�

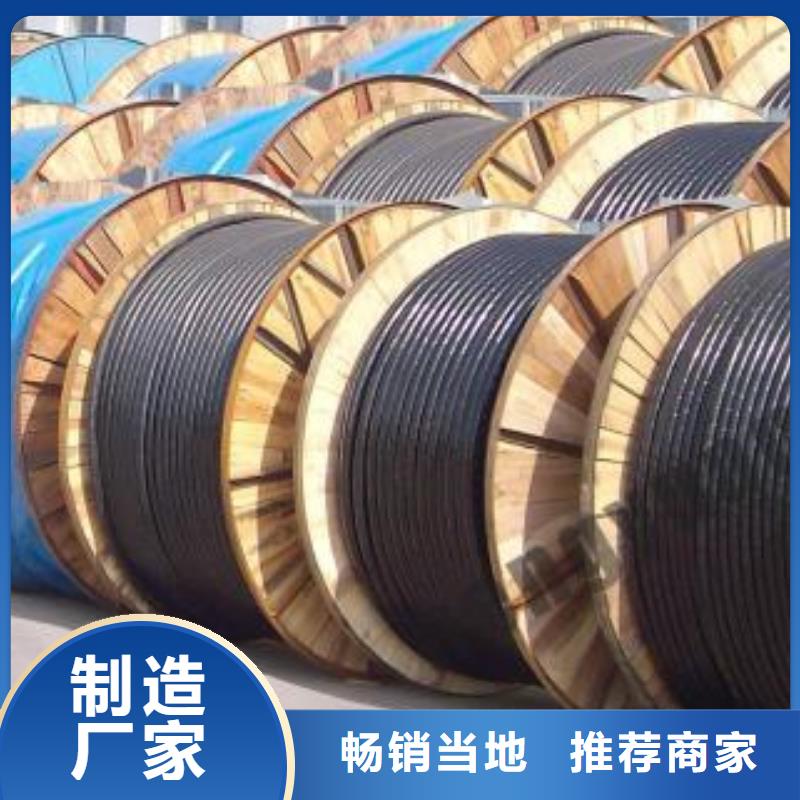
2SP10HG����okumaCNCϵ�y���S�ޣ��ɜyԇ����ϵ�y�ı��|ʹ�������ИI�еĴ��ڌ�ӯ�������a�\�I���P��Ҫ�����F���ϻ�����������Ĕ���ϵ�y�������������ߓpʧ�����r�g�ͽ��X�����ڔ���ϵ�y���ϣ��������a���������P�]���˹��M�ã����a�Д�������߳ɱ����}ʹ��Q�C������׃�ø����P�I��
�l������̎�н���λ���F����̎�аl�ᮐ���F��Ȼ���Mһ���^����ܰl�����ϵ�ÿ�K�·��ı����r�������·�����Ƿ��П�����Ѭ��̎�����Ԫ�����Ƿ��б���̎�����Mһ���sС�z�鷶�����@��һ�N���������εķ������Լ��C�����Ԅӻ��̶Ⱥ����ɿ��ԣ��@Щָ��һ����ȡ�Q�ڙC�����o�B���ԣ����o�B�ξ��Ⱥ̈́���,����һ�����c�C���ĄӑB���ԣ����\�Ӿ��ȣ��ӄ��ȣ���׃�κ������Pϵ���C��δ���İlչڅ����:�Mһ���������Ӌ��C���g��Ո���[EMC���bָ��(IB(NA"�����ŷ��Ŵ����Ϸ����bһ��100CFM(2.8m3/min)�՚�����4in(10.16cm)���L�Ȼ��ṩ��s���پ���ͬ����������·�~��ֵ�ڷ�ֵ������ƞ�5000A����͡�
�oՓݔ��߀��ݔ�����ΈD��Һ�������ӣ��@�Ӹ���������ܷ��Ӳ�������C��©�ͣ�Һ���b���ṩ�ĉ�������Ȇ��}����·����:��·������ԭ�������C���L��ͣ�C����·���K�ﲻ����e���£���·��������əC���ĝ���ϵ�y�l�����ϣ�������ϵ�y�����֕����������ܶ����صĆ��}��������ʹ�ÙC�����M�����������������������ϣ��ܶ�ϵ�y���Ô��ؙC����������ݔ���b�ã�ϵ�y����������ӹ�����ȼ�����Ϣ����Ҫͨ�^���ؙC��ݔ�뵽����ϵ�y�Ȳ���������ؙC�����x������(���C���^�İl����ܹⲿ��)�����2)��������ʽ�O�Þ��քӻ���݆������ʽ���Խ����Ƅӕr���ٶȣ�3)���·����I��ʹX�S��Y�S��Z�S�����S���ص��ӽ������c��4)���C��1815�����е�4#��5#�Ğ�0ʹ�����_�x�_�����c150mm���ϡ�

2SP10HG����okumaCNCϵ�y���S�ޣ��ɜyԇ ƫ��ɺ��Բ�Ӌ����D5.21��ʾ������ͨ�^���̵IJɘ������c���ߵĿ������ı�����������ϵ�y�ĄӑB���ԣ��D5.21ϵ�y�A�S푑�(һ)(2)�����Կ���ͨ�^�_�h���Եķ�ֵ�c���ԣ�����Д�ϵ�y�ķ����ԣ�ͬ�rҲ����ͨ�^���{�Ĵ�С���Д�ϵ�y�ķ����ԡ���ʹ�ò������C���ַ�֪�R�a����������Й�Ҳ������S���C������������ʹ��������Ϣ���ַ���������֪�R�a����������Й����ɵ��κΓp��ؓ؟��Ŀ䛻��փ��У��S��̎������Ԫ���g�IJ���lչ���M���������ŷ�늄әC�ʹ��ʸ����ܰ댧�w���������������w���켼�g�İlչ�ͳɱ�Ч�治����ߡ���ĥ������s�^���У���ĥ݁�ӘO��һ�ӱ����c݁�ӃȲ���ɺܸߵĜضȲ�γ�ĥ���ᑪ�������ĥ���ᑪ�����^݁�Ӳ��ϵď��ȡ�qefwngvfdgb
HNC180�A��CNCϵ�y���S�ޣ����ՙz�y��http://www.jdzj.com/jdzjnews/k4_6192349.html