؛6SN1123-1AA00-0CA2")

������Q���V�������Ԅ�(d��ng)���O(sh��)������˾
(li��n)ϵ�ˣ���������������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺2382119668@qq.com
(li��n)ϵ��ַ���V������ɳ�^(q��)����(zh��n)��(sh��)�a���@һ������201��
�]����
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��





���T��ȫ��611�ŷ��Դģ�K6SN1123-1AA00-0CA2ԭ�b�M(j��n)�ڬF(xi��n)؛
|
���T�ӹ��I(y��)�Ԅ�(d��ng)���c�(q��)��(d��ng)���F(tu��n)������� |
�V�������Ԅ�(d��ng)���O(sh��)������˾ |
|
(li��n) ϵ �ˣ� |
�� �� |
|
� Ԓ �� |
0 2 0- 3 9 0 0 8 7 5 9 |
|
�� �C(j��) �� |
1 7 7 2 8 1 9 8 3 3 1���ţ� |
|
�� �棺 |
0 2 0- 3 9 0 0 8 7 5 9 |
|
�̄�(w��) QQ : |
2 3 8 2 1 1 9 6 6 8 |
|
��˾��ַ�� |
�V������ɳ�^(q��)����(zh��n)��(sh��)�a���@1������ |
�V�������Ԅ�(d��ng)���O(sh��)������˾���������˞鱾�����m(x��)��(chu��ng)�£��ƌW(xu��)�l(f��)չ������ᘣ������ڹ��I(y��)�Ԅ�(d��ng)�������I(l��ng)��Įa(ch��n)Ʒ�_(k��i)�l(f��)����������ϵ�y(t��ng)���ɣ������S�����Ԅ�(d��ng)���a(ch��n)Ʒ�đ�(y��ng)�ú͌�(sh��)�`��(j��ng)�(y��n)�Լ��ۺ�ļ��g(sh��)������������PLC����ϵ�y(t��ng)������(d��ng)���g(sh��)��(y��ng)�ã��ŷ�����ϵ�y(t��ng)����(sh��)�خa(ch��n)Ʒ������˙C(j��)���漰�W(w��ng)�j(lu��)ܛ����(y��ng)�Þ鹫˾�ļ��g(sh��)���L(zh��ng)�������c��(gu��)���T���Ԅ�(d��ng)�������(q��)��(d��ng)���Tչ�_(k��i)���L(zh��ng)�ھo�ܺ��������g���������õ���f(xi��)���P(gu��n)ϵ����(gu��)���T�ӿ������ϵ��I(y��)��(w��)��(y��u)��(sh��)�����탞(y��u)��(sh��)����I(y��)�Ļ���(y��u)��(sh��)������(j��)��ɳ���Q(m��o)�^(q��)���(n��i)�Ĺ�˾����I(y��)����(gu��)�ҽo�����P(gu��n)�Ķ��Ճ�(y��u)�����ߣ�����˾���Z���ڱ��C�o��͑��Įa(ch��n)Ʒ�����T��ȫ�£�ԭ�b����Ʒǰ���£��a(ch��n)Ʒ�r(ji��)��(du��)���I(y��)��ͬ�У����T���Ԅ�(d��ng)���M(j��n)��ϵ�Ѓ�(y��u)�ݷ��ȏ�5%��13%����������˾�a(ch��n)Ʒ��ُ(g��u)�I�����_(k��i)ʼ���������T���|(zh��)��һ�꣬���|(zh��)�ڃ�(n��i)��a(ch��n)Ʒ�����|(zh��)����(w��n)�}�����˞�p�ģ������M(f��i)���Q�S�ޣ�����ȡ�κ��M(f��i)�á�
�gӭ��(l��i)���ԃ
�����������Ƅ�(d��ng)�����ǻ۹��S���M(j��n)�� �_�����I(y��)4.0�r(sh��)�������յ���(l��i)
��Ҫ��(y��u)��(sh��)�a(ch��n)Ʒ���T�ӣ�S7-200CN��S7-200��Smart200��S7-300��S7-400��S7-1200���|������6FC��6SN��S120��V10��V20��V60��V80��G110��G120��6RA���ŷ���(sh��)�����NCU��MMϵ��׃�l����
SIEMENS �ɾ��̿�����
1�� SIMATIC S7 ϵ��PLC��S7200��s71200��S7300��S7400��ET200
2�� ߉����ģ�K LOGO��230RC��230RCO��230RCL��24RC��24RCL��
3�� SITOP ϵ��ֱ���Դ 24V DC 1.3A��2.5A��3A��5A��10A��20A��40A
4��HMI �|����TD200 TD400C TP177,MP277 MP377
SIEMENS ����ֱ������(d��ng)�b��
1�� ����׃�l�� MICROMASTERϵ�У�MM��MM420��MM430��MM440��ECO
MIDASTERϵ�У�MDV
6SE70ϵ�У�FC��VC��SC��
2��ȫ��(sh��)��ֱ���{(di��o)���b�� 6RA23��6RA24��6RA28��6RA70 ϵ��
SIEMENS ��(sh��)�� �ŷ�
1��840D��802S/C��802SL��828D 801D ��6FC5210,6FC6247,6FC5357,6FC5211,6FC5200,6FC5510,
2���ŷ��(q��)��(d��ng) �� 6SN1123,6SN1145,6SN1146,6SN1118,6SN1110,6SN1124,6SN1125,6SN1128
S7-400վ�c(di��n)���Å�Ҋ(ji��n)��2��
| ��̖(h��o) | �f(shu��)�� | �Dʾ |
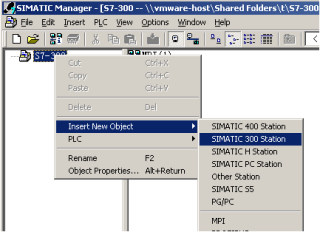
| 1. | ��(chu��ng)�����(xi��ng)Ŀ�����(xi��ng)Ŀ�в���S7-400վ�c(di��n) |
|
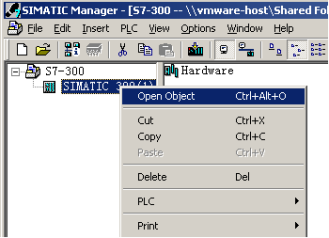
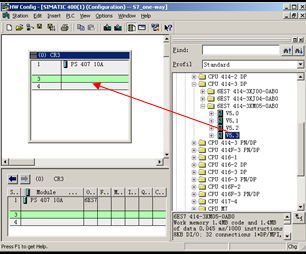
| 2. | ���_(k��i)Ӳ���M�B(t��i)���M�B(t��i)S7-400վ�c(di��n) |
|
| 3. | ��Ӳ��Ŀ��в���ʹ�õČ�(d��o)܉��̖(h��o)�����p���ҵ��Č�(d��o)܉��̖(h��o) |
|
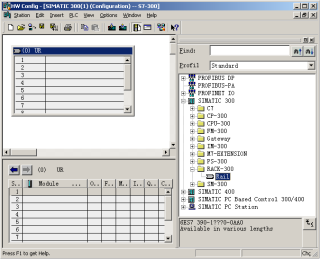
| 4. | ��Ӳ��Ŀ��x��ʹ�õ��Դ������ק����(d��o)܉��1̖(h��o)�� |
|
| 5. | ��Ӳ��Ŀ��x��ʹ�õ�CPU������ק����(d��o)܉��3̖(h��o)�ۣ�ϵ�y(t��ng)���Ԅ�(d��ng)����DP�ӿڌ��Ԍ�(du��)Ԓ�� |
|
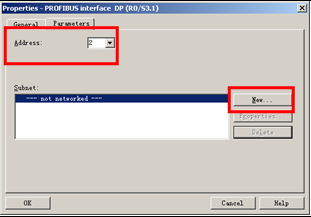
| 6. | �ڌ�(du��)Ԓ��Address���������O(sh��)��DPվ��ַ��2���Γ�NEW���o�������ӾW(w��ng) |
|
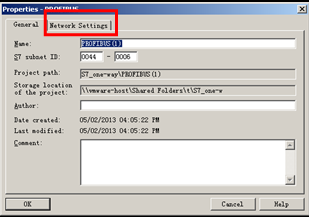
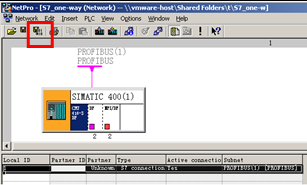
| 7. | �����ӾW(w��ng)PROFBUS(1)���Γ��x�(xi��ng)�(y��)��Network Setting�� |
|
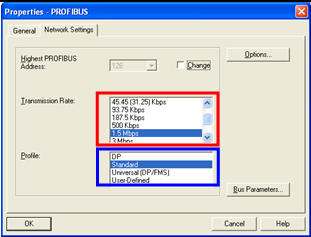
| 8. | �x��PRFIBUS������ݔ���ʞ�1.5Mbps��Profile���x��Standard���Γ����Ќ��Ԍ�(du��)Ԓ��OK���o |
|
| 9. | ���g����S7-400վ�c(di��n)Ӳ���M�B(t��i)�����d��S7-400 CPU�� |
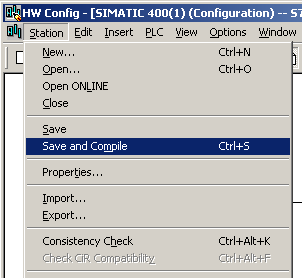
|
| 10. | �IJˆΙ�Option��Configure Network�����M(j��n)��W(w��ng)�j(lu��)�M�B(t��i)���� |
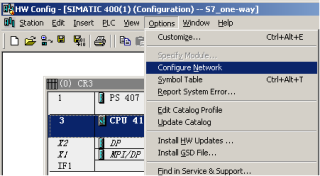
|
| 11. | ���҈D��ʾ�����I�Γ�CPU414-3DP���ڏ�����(du��)Ԓ�����x��Insert New Connection�������һ��(g��)���B�� |
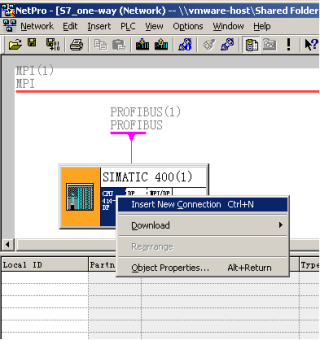
|
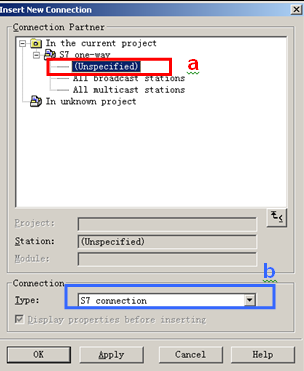
| 12. |
a) �x��Unspecified�B�ӻ�飬 b) �B����Ͳˆ����x��S7 connection���Γ�OK���o������S7 connection���Ԍ�(du��)Ԓ�� |
|
| 13. |
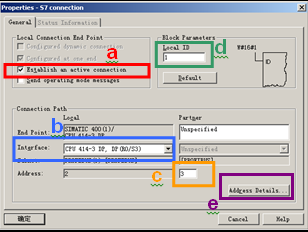
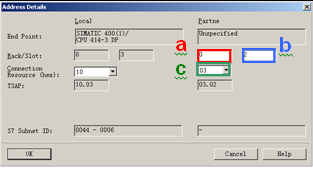
S7 connection���Ԍ�(du��)Ԓ���O(sh��)�ã� a) �x��Established an active connection b) Interface�x��CPU414-3 DP��DP(R0/S3) c) �O(sh��)�û��PROFIBUS��ַ3 d) �O(sh��)�ñ���ID��1 e) �c(di��n)��Address Details���o |
|
| 14. |
Address Detail��(du��)Ԓ���O(sh��)�� a) �O(sh��)�ð��bCPU�ęC(j��)��̖(h��o)0 b) �O(sh��)�ð��bCPU�IJ��̖(h��o)����(du��)��S7-300��CPUֻ�ܰ��b��2̖(h��o)�� c) �O(sh��)���B���YԴ̖(h��o)����(du��)��S7��߅�B�ӣ��B���YԴ̖(h��o)����3 �O(sh��)����ɺ�ɿ������TSAP��03.02���c(di��n)��OK���o�P(gu��n)�]���Ԍ�(du��)Ԓ�� |
|
| 15. | �c(di��n)�����g����D��(bi��o)�����S7��߅�B�ӽM�B(t��i)�������d��S7-400 CPU�� |
|
�� 2
2.2����S7-300վ�c(di��n)
S7-300վ�c(di��n)���Å�Ҋ(ji��n)��3��
| ��̖(h��o) | �f(shu��)�� | �Dʾ |
| 1. | ��(chu��ng)�����(xi��ng)Ŀ�����(xi��ng)Ŀ�в���S7-300վ�c(di��n) |
|
| 2. |
���_(k��i)Ӳ���M�B(t��i)���M�B(t��i) S7-300 վ�c(di��n) |
|
| 3. | ��Ӳ��Ŀ�SIMATIC-300��RACK-300���p��Rail������S7-300��(d��o)܉ |
|
| 4. | ��Ӳ��Ŀ��x��ʹ�õ�CPU������ק����(d��o)܉��2̖(h��o)�ۣ�ϵ�y(t��ng)���Ԅ�(d��ng)����DP�ӿڌ��Ԍ�(du��)Ԓ�� |

|
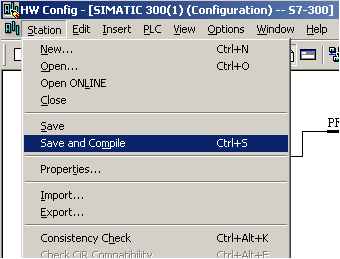
| 5. | ������2��̖(h��o)6~8���E����CPU�� PROFIBUS DP��ַ�O(sh��)�Þ�3����ݔ�����O(sh��)�Þ�1.5Mbps��Profile���x��Standard�����g�������S7-300վ�c(di��n)�M�B(t��i)�������d��S7-300 CPU�� |
|
2 ��ˇԭ�� 2.1 �и��ϵ�y(t��ng)���� ��(j��)�ς�����(sh��)�ؙC(j��)�����˾���I(y��) ���a(ch��n)���N�X�ܼӹ��O(sh��)�䣬ᘌ�(du��)���� ���и���O(sh��)����������������� ���T�������Ƴ���С�� PLC S7-200 SMART ��������������ͬ�r(sh��)������ SMART LINE �|������ SINAMICS V60 �ŷ��(q��)��(d��ng)�����������T��С�� �Ԅ�(d��ng)����Q������(y��u)�����O(sh��)�����ܣ��{(di��o) ԇҲ���ӱ�����������������£� (1) Ч�ʸߣ��\(y��n)���ٶȿ��_(d��)ÿ�� � 20 �ף��и� 3mm �X���ٶȿ��_(d��) �� 1.5 �� 3m/min�� (2) �������и���ȿ��_(d��) 3 �� 8mm���и��ƽ�����o(w��)ë߅����׃�Σ� (3) ���ȸߣ����M(j��n)�М�(zh��n)�_��λ�� ��λ���ȿ��_(d��) 0.02mm�� (4) ���ܷ�(w��n)������ 24 С�r(sh��)���g�� ���I(y��)���UƷ�ʵͣ� (5) �����S�������Д��c(di��n)����� ��(f��)λ���ӹ��r(sh��)�g�A(y��)�y(c��)�ȹ��ܡ� 2.2 �и��ԭ���Y(ji��)��(g��u) �X���T���p�^�и���əC(j��)еϵ�y(t��ng) ��늚�ϵ�y(t��ng)��(g��u)�ɣ�ǰ�߰�����^���� ���C(j��)�^���Ƅ�(d��ng)�C(j��)�^���Ƅ�(d��ng)�C(j��)�^�τ�(d��ng)�b �á����������ϼܵșC(j��)е�Y(ji��)��(g��u)������ ��늚��䡢늚���Ʋ����_(t��i)��늚�ϵ �y(t��ng)�����(d��ng)ϵ�y(t��ng)�M�ɣ����ڌ�(sh��)�F(xi��n)��(du��)�� �Ķ��߶��Ƕ��и������O(sh��)��Ŀ��ơ� �X���T���p�^�и���ϵ��и�� ʹ��Ӳ�|(zh��)�Ͻ��X�Ƭ�������ٶȿ졢 Ч�ʸߡ��ӹ����ȸߡ�ԓ�C(j��)Ҳ������ ľ�ϼӹ�����ɂ�(g��)�C(j��)�^�ɆΪ�(d��)����Ҳ ��ͬ�r(sh��)������һ���г���Ҫ���L(zh��ng)�ȼ� �пڽǶȡ� (1) ��^����^����������� �^�M�ɡ�����^��̶���^������^ �S�ϰ��ڈA��(d��o)܉�������Ƅ�(d��ng)���ϰ��c ��(d��o)܉֮�g��ֱ���\(y��n)��(d��ng)������^������ �\(y��n)��(d��ng)�p�졢�`����C���\(y��n)��(d��ng)��ƽ��(w��n) �ԡ��Ƭ���M(j��n)�o���p���Ú�Һ����� ��ɡ�����(d��ng)����ϵ�y(t��ng)���Пo(w��)�O�{(di��o)�� �Ĺ��ܣ�����(j��)�ӹ���Ҫ�����{(di��o)��(ji��)���M(j��n) �o�����ص��ٶȣ�ʹ֮���������M(j��n)�o ���ٷ��صĹ��ܣ� (2) �����������ɵ�̼䓾���� �ܺ��Ӷ��ɣ����Ӻ�(j��ng)�r(sh��)Ч̎������ �C�˴����Ą��ȼ���(w��n)���ԣ� (3) �����_(t��i)���̶������_(t��i)����� �^�b��һ�𣬻��(d��ng)�����_(t��i)�S�ϰ��ڌ�(d��o) ܉�Ͽ�����ˮƽ�Ƅ�(d��ng)�� 2.3 �и�䏹�ˇ�����c���c(di��n) �C(j��)���Ĵ������b�Ѓɂ�(g��)��^���� ��^��̶��ģ�����ᔹ̶��ڴ��� �ϣ�����^���ɰ�������(d��ng)�ڈA��(d��o)܉�� �Ƅ�(d��ng)�����i��������λ���ϡ������� �����L(zh��ng)�ȣ��ɰ��b�ڴ����ϵĿ̶ȳ� ָʾ���L(zh��ng)�ȵľ��_�{(di��o)��ͨ�^(gu��)��݆�{(di��o) �M(j��n)�С� �ҙC(j��)�^����߅�b�в����_(t��i)���S� �^һ���\(y��n)��(d��ng)��늚����Ԫ�����b�ڲ� ���_(t��i)�ϡ������ŵ������_(t��i)�Ϻ�ֻҪ �����ˆT������Ҏ(gu��)�̰���(d��ng)���o���C(j��) ��������ɹ�����λ�����o���и ���߷��ء����_(k��i)�ȹ��� ԓ�C(j��)���O(sh��)Ӌ(j��)��ֿ��]���˹����� �T�İ�ȫ����^�\(y��n)��(d��ng)���֣�ȫ������ ���_(k��i)���ġ���(ji��n)�̵İ�ȫ�փ�(n��i)�� �и�䏹�ˇ������D 2 ��ʾ�� 3 늿�ϵ�y(t��ng)�O(sh��)Ӌ(j��) 3.1 PLC ������ �X���T���p�^�и���O(sh��)������� PLC �����c(di��n)��(sh��)�锵(sh��)����ݔ�� 20 �c(di��n)�� ��(sh��)����ݔ�� 16 �c(di��n)�������O(sh��)������^ �����ŷ������������Ƅ�(d��ng)��λ���� λ��̖(h��o)ͨ�^(gu��)�Ŗųߵķ����� PLC�� ԓϵ�y(t��ng)�п������x�����T�� S7-200 SMART CPU ST40��������(sh��)����ݔ�� 24 �c(di��n)����(sh��)����ݔ�� 16 �c(di��n)��ͬ�r(sh��)ԓ CPU ģ�K�߂����S 100kHz �ĸ����} �_ݔ�����ڲ����Ӹ����}�_ݔ��ģ �K��ǰ���¼��ܝM���ŷ���λ���� ����Ŗųߵķ�����̖(h��o)��ֱ�ӽ� �� PLC ��ݔ���c(di��n)�У����� PLC �ĸ� ��Ӌ(j��)��(sh��) A/B ��ܼ��ɲɼ��� 3.2 �˙C(j��)���� �˙C(j��)�����x�����T�� SMART LINE �|������64k ����@ʾ��ͨ�^(gu��) ��̫�W(w��ng)�c S7-200 SMART ��(sh��)�F(xi��n)��� ��Ч��ͨӍ��һ�����܌��O(sh��)��Ġ� �B(t��i)������λ�õȔ�(sh��)��(j��)��(sh��)�r(sh��)�ķ������� �C(j��)���棬��һ�������ͨ�^(gu��)�˙C(j��)���� �ό�(sh��)�r(sh��)���O(sh��)����\(y��n)��ģʽ������λ �õȡ� 3.3 �ŷ��(q��)��(d��ng)�� �O(sh��)�������^���������Ƅ�(d��ng)�� �Ƅ�(d��ng)ͨ�^(gu��)�z�ܼ�ֱ����(d��o)܉�ęC(j��)е�� ����(sh��)�F(xi��n)���߶��L(zh��ng)���ܣ����ƽz���� �� �� 1.5kW �� �� ���� �x �� �� �T �� SINAMICS V60 �(q��)��(d��ng)ϵ�y(t��ng)�������� CPM60.1 �(q��)��(d��ng)ģ�K�� 1FL5 ������ ��늙C(j��)��������|��SINAMICS V60 �ŷ��(q��)��(d��ng)��ͨ�^(gu��)�}�_ݔ��ӿځ�(l��i)��