������Q�����ݲ���Ӳ�|��������˾
ϵ�ˣ����L����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3495628517@qq.com
ϵ��ַ��
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
Ӳ䓷N��࣬��45̖䓣�Cr12��Cr12MoV��40Cr��42MoCr��20Cr��20CrMnTi�� 20CrNiMo�ȡ����������ߣ�PCBN���ߣ����и�Ӳ�Ⱥ᷀͟���Ժͻ��W���ԣ������ڼӹ���ɫ���ٷ������ܸ�������܇��ĥ��ЧӲ܇���X݆�ȿס��������A��
�X݆�ӹ�����Ҫ��
1��Ӳ�ȸߡ���ĥ�Ժá��ߜأ��B̼����X݆һ����HRC55 ���ϣ�Ӳ�|�Ͻ��մɵ������׳��F����ĥ�Ȇ��}�����ݲ���PCBN���۾����������𣩵���BT6000��BTS6000A���|ͨ�^CBN�������������ϳ��ߵĻ��Ϻ����a��ˇ�_��PCBN��Ƭ����ĥ�ԣ��᷀���ԺߜؼtӲ�ԣ����p�ɼӹ�HRC55 ���Ϲ������������F�ߜ،��µĵ�Ƭ����ĥ�p����ЬF���߉����^Ӳ�|�Ͻ�Ƭ��Ϳ�ӵ�Ƭ���3-5����
2�����_���ԏ����ȿ����I�ۻ������Ⱥ���X݆���ڔ��m��������Ҏ�����׳��F���������_���Բ���ݲ������wʽPCBN��ƬBTS6000A���|�����ý��ٽY�τ������_���ԏ������ױ�����������M�ڵ��ߡ�
3�����ȸߡ�һ���Ժã��X݆�ӹ�������❍�ȡ��ߴ羫�ȵ�Ҫ��ߣ�Ӳ�|�Ͻ���Ҫ�l���Q�����܌��F�ӹ�Ҫ�����ݲ���PCBN��Ƭ�ں�ɫ���������ӹ��^������܇����ĥ����ˇ��ʹ�ӹ���aƷ�ľ��Ⱥ❍�ȸߡ��ߴ�һ���Ժã��Π��`��С������PCBN��Ƭ���ڿ��Dλ���е�Ƭ�����Dλ���ȸߣ��p�ٌ����r�g�͓Q���Δ�����ӹ�Ч�ʡ�
4���m�ϸ���������PCBN������ȫ�Ԅ���ˮ�����������aӲ䓼������뵶�ߣ��ɳ��ܸߜأ����٣����m�ȹ��r�����ݲ���PCBN��ƬBTS6000���|����߾��ٶ��_2000m/min���ɴ������ӹ�Ч�ʡ�Ӳ܇��䓼���Ч�����ܸ�����
�X݆�ӹ����r
1�� �X݆�ȿӹ�[��D]
2�� �X݆����ӹ�[��D]
3�� �X݆��A�ӹ�[��D]
4�� �B�m�ӹ��X݆[��D]
5�� �еȔ��m�ӹ��X݆[��D]
6�� �����m�ӹ��X݆[��D]
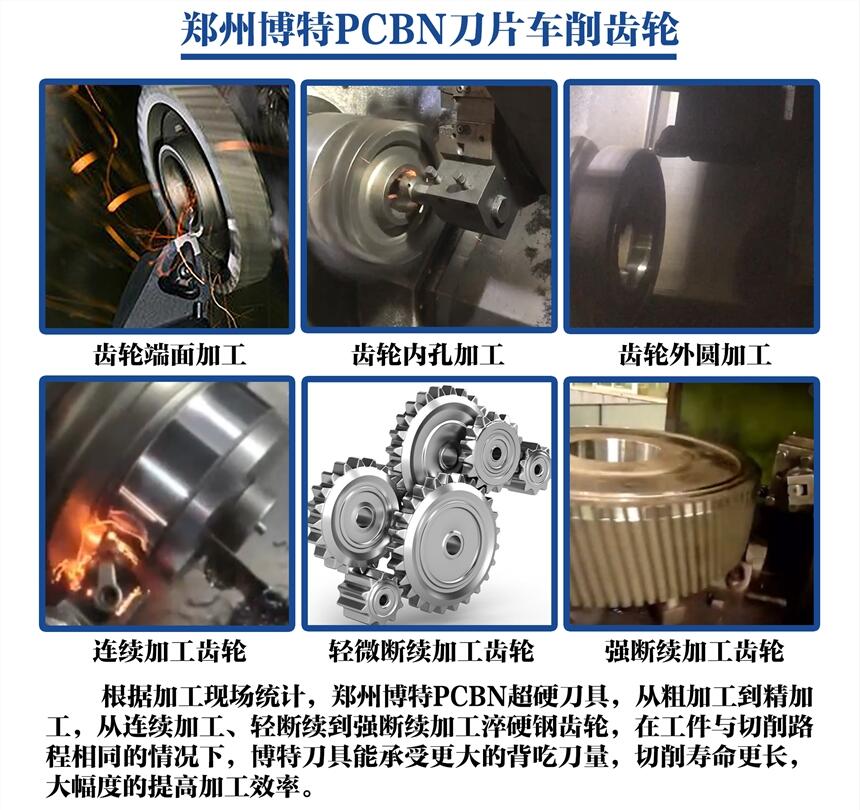
�����ӹ��F���yӋ�����ݲ���PCBN��Ӳ���ߣ��Ĵּӹ������ӹ������B�m�ӹ����p���m�������m�ӹ���Ӳ��X݆���ڹ����c����·����ͬ����r�£����ص����ܳ��ܸ���ı��Ե����������������L������ȵ���ӹ�Ч�ʡ�
|
���ݲ��ؼӹ��X݆PCBN������̖ |
||||
|
��Ƭ��̖ |
�m�ϼӹ���ʽ |
���ܳԵ���� |
���ܵ�������B |
���]�ӹ�Ӳ�� |
|
BTS2800 |
�ּӹ����뾫�ӹ� |
�������L1/3 |
�����m-�B�m |
HRC45-HRC68 |
|
BT6000 |
���ӹ� |
��1mm |
�B�m��܇ |
HRC45-HRC68 |
|
BTS6000 |
���ӹ� |
��0.5mm |
�B�m-�p���m |
HRC55-HRC68 |
|
BTS6000A |
���ӹ� |
��0.5mm |
�B�m-�����m |
HRC55-HRC68 |
�ӹ�����
����PCBN��Ƭ�B�m��܇�X݆�ȿ�
�������Q���X݆�ȿ�
�������|��20CrMnTi��HRC58-62
���]���ߣ�����PCBN���w����܇��Ƭ
BTS6000 CNGA120408-ZH
����������Vc=120-160m /min��ap=0.15-0.3mm��f=0.05-0.15mm/r
����PCBN��Ƭ�^ijƷ��Ӳ�|�Ͻ�Ƭ�����߉������6�����ӹ�Ч�����3��
����PCBN��Ƭ�p���m��܇�X݆�ȿ�
�������Q���X݆�ȿף����I�ۣ�
�������|��20CrMnTi��HRC58-62
���]���ߣ�����PCBN���w�ͺ�܇��Ƭ
BT6000 CCGW09T308-F
����������Vc=120-180m /min��ap=0.1-0.3mm��f=0.15mm/r
����PCBN��Ƭ�^ijƷ��CBN��Ƭ�����߉������1.5�����ӹ�Ч�����2��
����PCBN��Ƭ�־�܇�����X݆��A�X�
�������Q�������X݆��A�������m��
�������|��18CrMn7-6��HRC58-62
���]���ߣ�����PCBN���w���Y��Ƭ
BTS2800 CNMN120712
����������Vc=100-150m/min��ap=1-1.5mm��f=0.2-0.25mm/r
����PCBN��Ƭ�^ijƷ��CBN��Ƭ�����߉������2�����ӹ�Ч�����1.5��
��С�Nʿ��
1�����ӹ��X݆�r���M�����ø�ʽ�����ļӹ���ʽ�����Еr���X݆�ļӹ����Ⱥͱ����|�������߉���������Ҫ��r��Ҳ��ʹ��ˮ������Һ�M���B�m���������s��ʽ�����Ƭ�a���Ѽy��ͬ�r�ڌ��X݆�M�мӹ�֮ǰ�����Ͳ��ص��߹��̎��M�М�ͨ�����̎����������H�ӹ���r�o�������������������Ա���õİl�]����Ƭ��ʹ�É�����
���ݲ��س�Ӳ�������X݆/�X݆�S���S�У��z�ܣ���\���C�����S��Ӳ䓲��|�I��߂��S���ļӹ���
----����yһ��B��-----
�҂��ĵ��߲��H����܇���������߀�ڿӹ��������Ъ����ă��ݣ��oՓ�������κμӹ��y�}�����ص����g�ˆT�������S���Ľ����|���ĮaƷ������Q���y��
���ݲ���Ӳ�|��������˾���к���ʡ�����������߹��̼��g�о����ĺ������г�Ӳ�ͺϲ��ϵ��߹����о����ģ���ʮ��팣ע��Ӳ�������켼�g���Ј��ƏV���ã�������PCBN��Ƭ�Լ�����ʯɰ݆��������N�ۣ����m�������߶�����I�ṩ���١���Ч���Gɫ�ӹ���Q�����߶˾���PCBN���ߣ��������I4.0