

������Q�������A�ⳬӲ��������˾�N�۲�
ϵ�ˣ��ǰ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1025248340@qq.com
ϵ��ַ������ʡ�����и��¼��g�_�l�^�����28̖
�]����450001
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
܇�ӹ�ģ�߲���ģ������Á�������_ģ�����ģ���Tģ��ģ�ߵ�䓷N��ģ��䓲��ϟ�̎����Ӳ��һ����hrc45���ϣ�BN-S20��̖��Ƭ��ᘌ������ģ�߲��ϼӹ����ã�����܇��ģ�ߣ��M��ģ�ߣ����ģ��֮�á�Ҳ�����鲻��ģ�ߺ��ޏ�ģ���ø�Ӳ�ȼӹ���Ƭ��
ģ��䓴��¿ɷ֞�����ģ��䓡�����ģ��䓺�����ģ���3���������ß�����ģ�ߡ��_���Û_��ģ�ߡ������ü���ģ�ߡ����T�É��Tģ�ߵȡ�����ģ�߰�����_ģ�����zģ������ģ����ӡģ����zģ���L�z�塢���ģ����D��ģ�ȣ�����ģ��䓴���Ӳ�ȸ���HRC60-62������HSS�����ģ�߲���Ӳ���_��HRC60-70��Cr2ģ��䓴���Ӳ��һ����HRC62-64֮�g������ģ�߷֞��N呡�ģ呡��D���͉��T�N��Ҫ��ͣ��������ģ�������C�ģ���_��ģ����D��ģ�ͽ��ى��Tģ�ȣ�����ģ�߲��ϴ���Ӳ��һ��Ҫ����HRC40~55֮�g������ģ���H11��H12��H13䓣�H21��H22������ߜ؟��������ģ����H13ģ��䓡��ǘ˜ʵğ���ģ��䓣��������ģ���ÕrЧӲ���͵�6H4��6H1��6H2��D2��D4��M2��M4��ĩ䓣�䓽YӲ�|�Ͻ�Ⓕ�Ӳ�|�Ͻ�ģ�߶Ѻ���ӹ��õ�Ƭ�����������ºϽ�3Cr2W8V(D377)��5CrMnMo(D397)��25Cr5W5MoV��25Cr5MoVSi��4Cr5W5MoVSi�Լ�Cr13�Ͳ��P䓵ȡ�

�ӹ�ģ��䓲��ϵĵ�Ƭ��̖������������
1�������m܇�����ģ��䓵�HLCBN������̖BN-S20�����m�����������������Ӳ�ʹ�ã����ٶȳ�����70-90m/min����Ͻ�ģ��䓴�����׃�Σ��Ҽӹ����������r��BN-S20��̖�Ե�����_��7mm���ң���Ƭ�����������m�ϔ��m���������ģ��䓲��ϣ����ߴ�����܇�����׃�κ��ģ�߲��ϣ��ޏ�ģ��Ѻ��a����ģ�ߵ�܇���ӹ���Ʃ����ZG45Mn2�T�ģ�w��܇���Ѻ��ӣ�Ӳ�ȸߡ���ĥ��5CrMnMo��5CrNiMo���ȣ��Լ�����ģ�߲��ϵ������ӹ����m�ϴּӹ��;��ӹ�����ĸ���䓣�GCr15�S���ģ�ߣ�Cr12��D2����ģ���呼�����Ĵ־��ӹ���
2�����ӹ���Ӳģ��䓵ĵ�ƬBN-H10��BN-H20���m�ϴ���ӹ�����С��0.5mm����r���羫�ӹ�D2ģ��䓣�H13䓣�T10��T8����ģ��䓣��m�ϼӹ�ģ�ߴ���Ӳ�ȸ���45HRC�r�������ٶ�һ���80~120m/min����܇��������0.1~0.3mm���M�o����0.05~0.025mm/r����܇��Ĺ�������ֲڶȞ�Ra0.3~0.6��m���ߴ羫�ȿ��_0.013mm�����ܲ��Ä��ԺõĘ˜ʔ���܇���ӹ����ҵ����п��h�����t��܇��Ĺ�������ֲڶȿ��_Ra0.3��m���ߴ羫�ȿ��_0.01mm����܇���Ͻ�䓕rһ�㲻������Һ��������^�ߵ������ٶ��£�����������������м���ߣ����ٕ�ͣ���ڹ��������Ӱ푼ӹ������|���;��ȣ������L�S�����ܵ�����ԭ����Ҫʹ����sҺ�r����ʹ���A��BN-H10���|CBN���ߣ�����̖����sҺ��B�£��������L���m��С��ģ�߲��ϴ���܇�����ޏ�܇��ʹ�á�
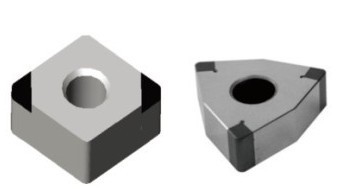
܇�ӹ�ģ�߲���܇���x���A�ⳬӲBN-S20BN-H10BN-H20����
܇�ӹ�ģ�߲��ό��õ��^BN-S20��̖��Ƭ���x��֮ǰ���䵶�dz���Ҫ����Ҫ���õ���ӹ�Ч�ʣ����ͼӹ��ɱ�����ُ�I����֮ǰ������ǰ�ڜ�ͨ�Ƿdz���Ҫ�ġ����Ը����۹�˾���߈D������ӆ���ǘ�CBN�������_����˾�ӹ�Ҫ���A�ⳬӲCBN����Ҏ���Rȫ����һ���m���۹�˾ �gӭ�����ԃ
�� ��˾���Q�������A�ⳬӲ��������˾
�� ϵ�ˣ��ǰ���
�� ��ַ�������и�� ^�ѻ�����̖
�� �Ԓ��0371-67986978
�� �֙C��15638121553
���棺0371-67981990

























 ��վ֩���ģ�壺
�ϰ���|
������|
������|
�Ͻ���|
����|
�����|
���������|
������|
������|
�Ϻ���|
������|
�����|
�����|
������|
��Ϫ��|
������|
�Ӷ���|
������|
������|
������|
������|
��������|
�����|
��̨��|
�����|
���|
��¡��|
������|
�ؼ���|
������|
������|
�潭��|
������|
̨����|
������|
������|
¹Ȫ��|
������|
ͨ����|
������|
������|
��վ֩���ģ�壺
�ϰ���|
������|
������|
�Ͻ���|
����|
�����|
���������|
������|
������|
�Ϻ���|
������|
�����|
�����|
������|
��Ϫ��|
������|
�Ӷ���|
������|
������|
������|
������|
��������|
�����|
��̨��|
�����|
���|
��¡��|
������|
�ؼ���|
������|
������|
�潭��|
������|
̨����|
������|
������|
¹Ȫ��|
������|
ͨ����|
������|
������|
