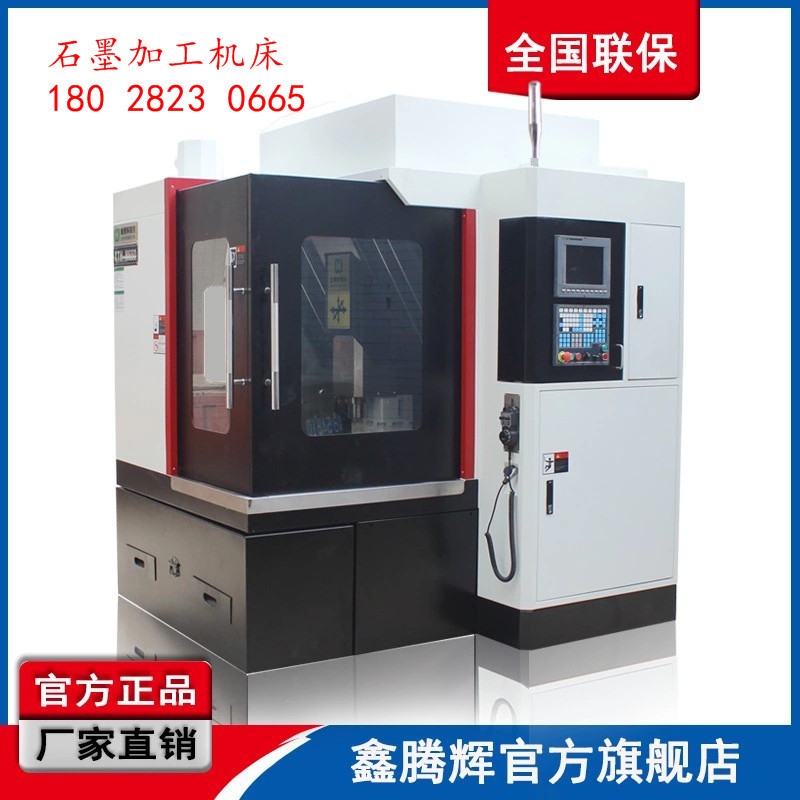
ʯīcnc�C(j��)��Դ�^�S�����v�x��(sh��)������˾���о����Ĕ�(sh��)�ؙC(j��)���̈́�(chu��ng)�µĹ�ˇ���b���A���ˏV��͑��Ŀ϶����J(r��n)�ɡ��҂��Ќ��I(y��)���O(sh��)Ӌ�����I(y��)�ļ��g(sh��)�ˆT�����I(y��)��һ���аl(f��)�O(sh��)Ӌ���a(ch��n)��(sh��)�ؙC(j��)�����S��ֱ�N���҂���(sh��)�ؙC(j��)���ļӹ��|(zh��)�����ȸߡ������ʵ͡����a(ch��n)�ɱ��͡����a(ch��n)Ч�ʸߺͷ��㰲ȫ�����ܿ͑��϶��J(r��n)�ɼ����ܚgӭ���O(sh��)�䡣�P(gu��n)�ڔ�(sh��)�ص�㊙C(j��)�ăr��gӭ�����ԃ��180-2823-0665(��̖ͬ)���҂��gӭ�V�����Ͽ͑����R�ҏS����ָ��(d��o)��

ʯīcnc�C(j��)��Դ�^�S����ν�Qʯīcnc�C(j��)���ļӹ������`��
�ӹ������a(ch��n)���F�ȴ�С�^�F(xi��n)��
����ԭ��ʯīcnc�C(j��)���ęC(j��)�����õ�ˮƽ?j��ng)]���{(di��o)���m��(d��ng)����ɸߵͲ�ƽ�������ɷ��ò�ƽ��(w��n)��β�����c���S��ͬ�ģ��ӹ��������^Ӳ����ɵ��߳Ե����^�
��Q�k����ʹ��ˮƽ�x�M(j��n)���{(di��o)��ʯīcnc�C(j��)����ˮƽ�ȣ���������(sh��)ƽ��(w��n)�ĵػ�����ʯīcnc�C(j��)���̶�����������������g�ԣ��{(di��o)��β�����x������ļӹ���ˇ�Լ��m��(d��ng)?sh��)������M(j��n)�o��������Ч�ı�����������ĬF(xi��n)��
�(q��)������λ���������ӹ������Ĺ����ߴ��С��һ��
����ԭ���L�r�gʹ�õ��ܵ��؏�(f��)��λ������ɮa(ch��n)��ƫ��L�ڸ����\(y��n)���ϰ�����S�кͽz�Uĥ�p��ÿ���ϰ���Ծ��_�ص�ԭ�c(di��n)�����Ǽӹ������ijߴ���׃����ͨ�����������S���}����ģ���?y��n)�����D(zhu��n)�����S����S�Ї�(y��n)��ĥ�p����(d��o)�¼ӹ������ijߴ���׃����
��Q�k�����{(di��o)���C(j��)е�����Ǹ��Q���ܣ�ʹ�ðٷֱ��M(j��n)�Йz�鵶�ܵ��؏�(f��)��λ���ȣ�ʹ�ðٷֱ����ڵ��ܵײ���ͨ�^ϵ�y(t��ng)��һ���̶�ѭ�h(hu��n)�����M(j��n)�Йz���ϰ���؏�(f��)��λ���ȣ��M(j��n)���{(di��o)���z�U�g϶�������M(j��n)�и��Q�S�У�����܉_�ص��������c(di��n)���M(j��n)�Йz�����S�������M(j��n)�и��Q�S�С�

�ӹ������ߴ��c��(sh��)�H�ߴ������ף�������ijһ�S���кܴ�׃����
����ԭ���ܓQ��֮���^�ɣ��o���i�o�����ٶ�λ���ٶ�̫�죬�(q��)�Ӻ�늙C(j��)�o������(y��ng)�^����ϵ�y(t��ng)������X݆�Ȼ���O(sh��)���e�`�����ij����e�`���^β�]�к���(y��ng)�����Ǜ]��ȡ�����a(b��)����r�¾��ѽ�(j��ng)�Y(ji��)���ˣ��L��ĥ�p����ϰ�z�U���S���^�o��ɿ���
��Q�������M(j��n)�Йz�鵶�ܷ��D(zhu��n)�r�g�Ƿ�M�㡢���b�Ƿ��^�ɡ��g϶�Ƿ�̫���܃�(n��i)���Ĝu݆�U�Ƿ�ĥ�p���m��(d��ng)�{(di��o)��GO���ٶȣ��r�gʹ�(q��)�����������Ӝp�ٶȡ�늙C(j��)���~�����\(y��n)���l���´_�������������z��ϵ�y(t��ng)����(sh��)�Ƿ��O(sh��)�ú����������Dz���ǵȅ���(sh��)������X݆����(sh��)�Ƿ��Ɖģ�����ͨ�^��ٷֱ��M(j��n)�Мy����һ��Ҫ���r�ij�����(j��)�ӹ������D����Ҫ���M(j��n)�и��M(j��n)���x������ļӹ���ˇ������(j��)�f������ָ���M(j��n)�о������_�ij���һ��Ҫ�����{(di��o)���ޏ�(f��)��
ʯīcnc�C(j��)��Դ�^�S��

��Դ�^�S��")