�V�|��ɽ�����a�S��
�Wĥ�ܲ��ÝL���ӹ������ڱ�������б��暈���������������ڱ���С�Ѽy�ķ��]����K���g���õĔUչ���Ķ���߱��濹���g�����������Ӿ�ƣ���Ѽy�Įa����U�������߽Wĥ��ƣ�ڏ��ȡ�ͨ�^�L�����ͣ��L�������γ�һ������Ӳ���ӣ��p����ĥ�������|����ď��Ժ�����׃�Σ��Ķ�����˽Wĥ�܃ȱڵ���ĥ�ԣ�ͬ�r��������ĥ������ġ��L������ֲڶ�ֵ�ĜpС�������������|��
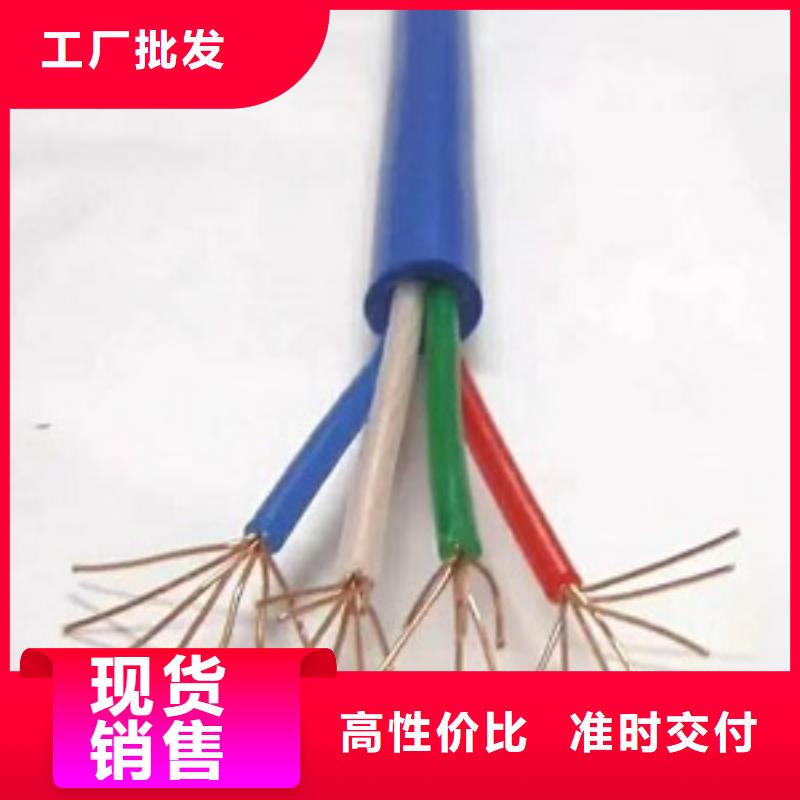
Ӳ������ϩ(PVC-U)�ܵ����ς����o��ʮ��������ԁ������䃞��������Cе���ܡ��ͻ��W���|���g�ԡ����õ��l�����ܺ�ˮ�����ԣ��Լ����ڰ��b�S�o�����cʹ���@�N�ܵ��ڽoˮ�I����ȡ�����y��ˮ��ܵ����T�F�ܵ����M���õ�Ѹ�Ͱlչ��ĿǰPVC-U�ܵ���Ȼ���������Ϲܵ����������Ʒ�N��ͬ�rҲ��һ���ӹ����g���졢�aƷ�˜ʡ��z�y�������B�ӷ�����ʩ�����g���ƵĹܵ�Ʒ�N��������ϩ�ܵ�������������ϩ�Nܵ��������a�ӹ��y���Դ��@�N�������ڷ����к�����ԭ�ӣ������˷����g�������Ӵ�������׃�����������ԭ�����ã��Լ����Ӵ��ڵ�֧朽Y���˻��p�I�ȵ�Ӱ푣�ʹ��PVC����dz����У��ӹ��r�䷽�б�����ӝ������᷀͟������

�L���ӹ���һ�N�o��м�ӹ����ڳ��������ý��ٵ�����׃�Σ�ʹ����������^��ƽ��ݚƽ�Ķ��_����׃��ӽY�����Cе���ԡ��Π�ͳߴ��Ŀ�ġ�����@�N������ͬ�r�_�������ӹ��������ɷNĿ�ģ���ĥ���o�������ġ�
�oՓ�úηN�ӹ������ӹ�����������濂��������������ƽ�ĵ��ۣ����F���e����ķ�ȬF��
�L���ӹ�ԭ��������һ�N���������ӹ��������ý����ڳ��ؠ�B�����������c�����ÝL�����ߌ���������ʩ��һ���ĉ�����ʹ������ӽ��ٮa���������ӣ����뵽ԭʼ�����ĵͰ������У����_����������ֲ�ֵ���͡����ڱ��L���ı�ӽ�������׃�Σ�ʹ��ӽM����Ӳ���;���׃�����γ����ܵ��w�S����γɚ��������ӣ�Ӳ�Ⱥ͏�����ߣ��Ķ������˹����������ĥ�ԡ����g�Ժ�����ԡ��L����һ�N�o���������Լӹ�������
Ҫ�M�����Cÿ���ˮͣ���r�g����һ�£����ˮ��������Ҫ�ӽ��а����档�а��OӋ������FEMܛ��ģ�M�����]������������ˮ�ЊA�s���ϸ������a����䓣��K�Q������������25.5t�����������g�����Y�������o���z�y�O��Y�����Ȱ��b�б��o���z�y�O�䣨MPMD��������һ������̽�^�y�����o����ȡ��Ѵ��b���c������ͬλ�أ��Y������Һ��̽�y�x�Y��������ɿ�������Ҫ�r��Y�����ȼ����µı��o����ʹ�Y�����������ϵı��o����Ⱦ���һ�¡�

�Wĥ�״��c
1����߱���ֲڶȣ��ֲڶȻ������_��Ra��0.08µm���ҡ�
2�������A�ȣ��E�A�ȿɡ�0.01mm��
3����߱���Ӳ�ȣ�ʹ����׃��������Ӳ�����HV��4��
4���ӹ����К���������,���ƣ�ڏ������30%��
5���������|�����p��ĥ�p�����L���ʹ�É�����������ļӹ��M�÷������͡��Wĥ�ܺ͟o�p䓹ܵą^�e��
1���o�p䓹���Ҫ���c�ǟo���ӿp���ɳ����^��ĉ������aƷ�����Ǻֲܴڵ��T�B����ܼ���
2���Wĥ���ǽ�������F�ĮaƷ����Ҫ�ǃȿס���ڳߴ��Ї���Ĺ���ֲڶȡ�
�Wĥ�ܵ����c
1.�⏽��С��
2.���ȸ߿���С������
3.��γ�Ʒ���ȸߣ������|���á�
4.䓹ܙM��e�����s��
5.䓹����ܸ���Խ�����ٱ��^�ܡ�

�V�|��ɽ�����a�S���S����B�T�Ć��}һֱ���˂��Pע�����c���L���ԁ����B�T���������ɺ�ƫ�����صĆ��}���]�еõ������Ľ�Q���������҇�߀��һ�����y�}������ʹ������늴Ŕ��輼�g���p���¼��g�������ɺ�ƫ���������������ɕ���������O�^���֕������µġ���������ȱ�ݡ��M����ˣ�Ŀǰ���S��䓵��B�T��ˇ�ѱ����籊������䓏S�����ã����ҳ����֝L���w���S����⣬�^������S��䓲����B�T���a��Ŀǰ�����˽�Q�S����B�T�����|�����}�����ڷe�O���_չ�����¹�����������ұ�����g��������е����������к��s�|�⣬���B�T�^��߀�������g���ӟᡢ늴Ŕ��衢�Y����Һλ���ơ�����������s��Һ��Ѩ���¼��g�����ý���ʽˮ�ڼӱ��o���ı��o���T���g�������B�T�������_����ĉ��s�ȟ�܈�S��䓲ĵȡ�
�����.���˽�Q�W���w���P䓵ľ��g���T�͑������g���}���ַքe�lչ�˳���̼���P䓺ͳ����F���w���P䓡�Ŀǰ����Ͷ���Ј��IJ��P䓵�Ʒ�N���_��23�N���ϣ�����ʹ�õ�Ҳ�н�5�N�����мs��8���NJW���w���P䓣�18�t--8懣��������������2���t����13�t���׃���ɵġ��P�ڲ��P�䓷N����Ҫ���о��Ͱlչ�Ǽ����ڃɂ����棺�������Ǹ���䓵����g�ԣ����Ќ�18-8䓾��g���T���}���о������H�lչ��䓷N������˽�Q�@���g�}�Ĺ�ˇ������