������Q������Ѓ��A�I���ٲ�������˾
ϵ�ˣ���������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺514911838@qq.com
ϵ��ַ������б����^�p����p����58̖230��
�]����300400
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
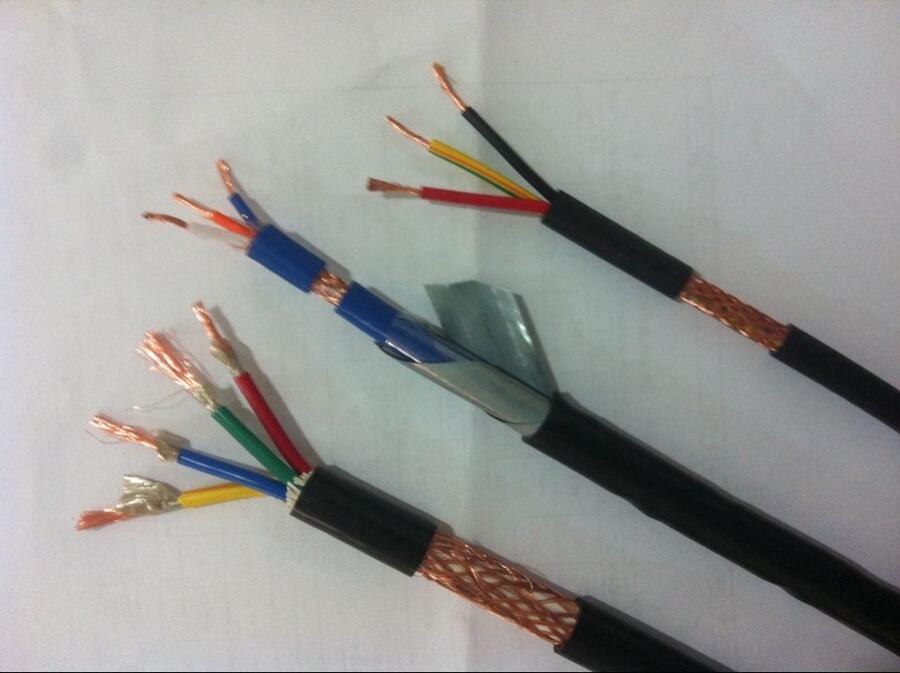
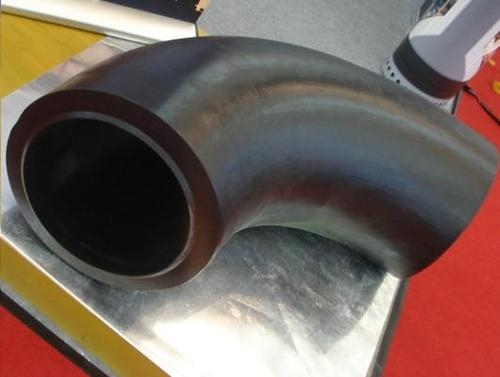
��ƽP22���^���Ճr���^�������k�����Ƴ��Ρ����Ə��^���ι�ˇ���x�Ì��Ï��^���ƙC��оģ�ͼӟ��O�䣬ʹ����ģ���ϵ����������ƙC�����M����ǰ�\�ӣ����\���б��ӟᡢ�U�������۳��ε��M�̡����Ə��^
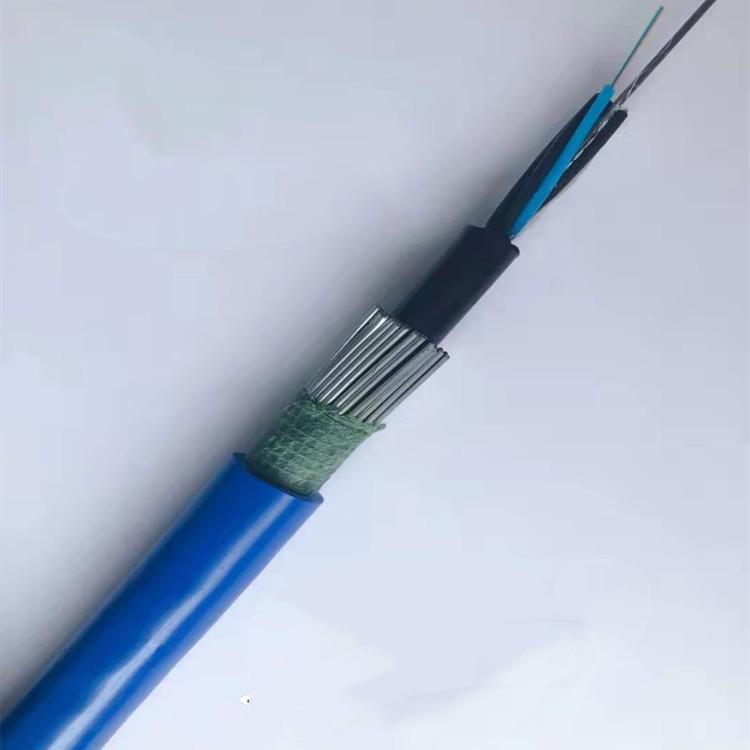
��׃���������������ٲ�������׃��ǰ���w�e��׃��Ҏ�ش_�J����ֱ�������x�õĹ���ֱ��С�ڏ��^ֱ����ͨ�^оģ�ٿ����ϵ�׃���M�̣�ʹ�Ȼ�̎���o�s�Ľ��ٻ�ӣ��a������U�����p����������λ��Ȼ��õ��ں����ď��^�����Ə��^���ι�ˇ��������Ư�����ں����ͽ��B���I���m�ڴ��������a������������ɞ�̼䓡��Ͻ�䓏��^����Ҫ�����k������Ҳ�\����ijЩҎ���IJ��P䓏��^�ij����С������M�̵ļӟ��k�������l����l�Б��ӟ�(�ӟ�Ȧ�ɞ��Ȧ���Ȧ)������ӟ�ͷ���t�ӟᣬ�x�úηN�ӟ��k��ҕ���ήaƷҪ��̈́�����r�Q�h��
 �_�����Λ_�����Ώ��^�����\�����������a�o�p���^�ij��ι�ˇ���ڳ���Ҏ���ď��^���a���ѱ����Ʒ����������ι�ˇ�����棬����ijЩҎ���ď��^������a�����١��ں��^����^��
�_�����Λ_�����Ώ��^�����\�����������a�o�p���^�ij��ι�ˇ���ڳ���Ҏ���ď��^���a���ѱ����Ʒ����������ι�ˇ�����棬����ijЩҎ���ď��^������a�����١��ں��^����^��
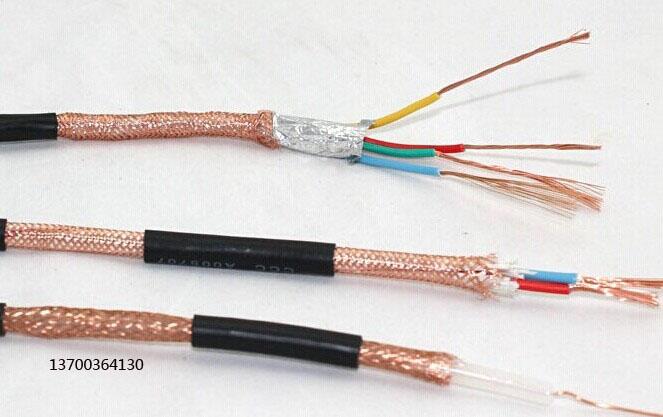
 ���aƷ���eҪ��r�����\�á����^�ě_�������x���c���^�⏽��ƽ�Ĺ������\�É����C��ģ����ֱ�ӳ��Ρ��ڛ_��ǰ�������[�ű���ģ�ϣ�����о����ģ�b���������ģ�����\���_�ˣ�ͨ�^��ģ�ĺ̓�ģ��֧������ʹ���^���Ρ����c���ƹ�ˇ���^���_�����ε����^�|������ǰ��;�_�����^�ڳ��Εr�⻡̎�������r���]��������λʣ�µĽ����M���a���������⻡̎�ıں�s�p��10%���ҡ�������m���چμ����a�͵ͱ��X���������ʛ_�����^��ˇ������С��������ڏ��^��������
���aƷ���eҪ��r�����\�á����^�ě_�������x���c���^�⏽��ƽ�Ĺ������\�É����C��ģ����ֱ�ӳ��Ρ��ڛ_��ǰ�������[�ű���ģ�ϣ�����о����ģ�b���������ģ�����\���_�ˣ�ͨ�^��ģ�ĺ̓�ģ��֧������ʹ���^���Ρ����c���ƹ�ˇ���^���_�����ε����^�|������ǰ��;�_�����^�ڳ��Εr�⻡̎�������r���]��������λʣ�µĽ����M���a���������⻡̎�ıں�s�p��10%���ҡ�������m���چμ����a�͵ͱ��X���������ʛ_�����^��ˇ������С��������ڏ��^��������

�DƬ��Դ��ҕ�X9��1�գ��h�����ھ����_�ر�ˮ�h���|���O�y�����չ���ҕ�l�����h���������L�����ڕ���ָ�������εر�ˮ�O�y�����յķ�����2050�����˔��棬Ҫ��2018��7�µ�ǰ�������ˮ�|�Ԅ�վ���O�������f���ر�ˮ�O�y��������؞���䌍�h������Ժ���B�������O�ͭh�����o�Q�߲������Ҫ�e�룬������͵ط��ࡢ���ⲻ���������A�ı�ȻҪ���������h���O�y�������p�p���Ӊ����ĬF�������Ǽӏ��������ù������M�㹫��������������Ҫ���ϡ�
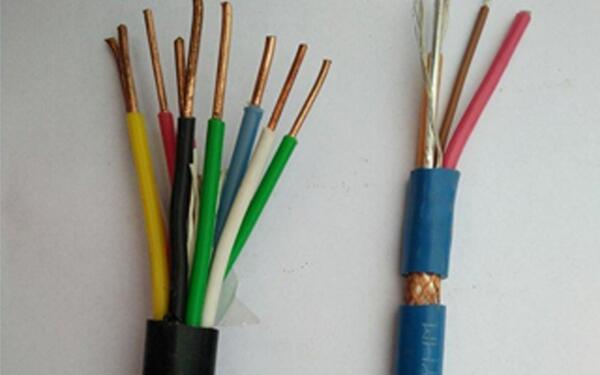
���_�����^����_���͟�_���ɷN��һ�������������|���O����A���x��_�����_�����������^�ij����M�����\�Ì��õď��^���ΙC��������������ģ�У�����ģ��ģ�����ƗU�����M�£�������ģ����ģ�A���Ŀ�϶�\�Ӷ���Y�����M�̡�
����F�έh���������k�����κͭh�����h��Ҏ��Ժ��Ժ�L����˴���ǡ���Ҋ���ġ��ٵ��ߡ�֮һ��ȫ�̅��c���о�����ݹ��������գ������^���ӛ�ߌ���˴���M���ˌ��L�����������^����ʾ��������Ҋ���ǾC�϶�������OӋ����һ헷dz�ϵ�y�����s��ƽ���ҷ��ό��H���{�D��ͨ�^ԇ�c�����������M��ʡ�пh֮�g��ĥ�ϣ����ڲ���׃��F���������@�Ό��L�У�����һ���ԁ����M�е�һϵ�Эh������ԇ�c�����M���˷����������^��h�����Ĺ������w�Mչ��Σ���˴�ɣ����ա���Ҋ��Ҫ���ķ֞�ɂ��A�Σ�һ�ǵط�ԇ�c���������_��











 ��վ֩���ģ�壺
������|
���|
����|
������|
�˰���|
�����|
����|
��ɽ��|
��ɽ��|
������|
������|
�żҽ���|
������|
�ٷ���|
����|
������|
�ؼ���|
���|
�°���|
��Ǩ��|
������|
������|
ͭ����|
ʦ����|
��Ͻ����Ͻ��|
������|
������|
��ͭϿ��|
������|
������|
ͩ®��|
�Դ��|
���״�������|
����������|
������|
������|
��ƺ��|
������|
�հ���|
������|
��ƽ��|
��վ֩���ģ�壺
������|
���|
����|
������|
�˰���|
�����|
����|
��ɽ��|
��ɽ��|
������|
������|
�żҽ���|
������|
�ٷ���|
����|
������|
�ؼ���|
���|
�°���|
��Ǩ��|
������|
������|
ͭ����|
ʦ����|
��Ͻ����Ͻ��|
������|
������|
��ͭϿ��|
������|
������|
ͩ®��|
�Դ��|
���״�������|
����������|
������|
������|
��ƺ��|
������|
�հ���|
������|
��ƽ��|