������Q��ɽ�|���ǽ��ٲ�������˾
ϵ�ˣ��̾w�M��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺1614157388@qq.com
ϵ��ַ��ɽ�|ʡ�ij����_�l�^䓲ij�
�]����252874
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
12Cr1MoVG�o�p䓹ܵķ����r
1. �o�p䓹�
�������칤ˇ��ͬ���ַ֞��܈(�D��)�o�p䓹ܺ����(܈)�o�p䓹܃ɷN�����(܈)���ַ֞�A�ιܺͮ��ι܃ɷN��
a. ��ˇ���̸���
��܈(�D���o�p䓹�):�A�������ӟ�����ס���݁б܈���B܈��D����Ó�ܡ�����(��p��)����s�����ܡ��Cֱ��ˮ��ԇ�(��̽��)����ӛ����졣
���(܈)�o�p䓹�:�A�A�������ӟ�����ס����^���˻����ϴ��Ϳ��(��~)����������(��܈)�����ܡ���̎�����Cֱ��ˮ��ԇ�(̽��)����ӛ����졣
b.�o�p䓹���������;��ͬ���֞���������Ʒ�N:
GB/T8162-2008(�Y���ßo�p䓹�)����Ҫ����һ��Y���͙Cе�Y������������|(��̖):̼���20��45̖�;�Ͻ��Q345��20Cr��40Cr��20CrMo��30-35CrMo��42CrMo�ȡ�
GB/T8163-2008(ݔ�����w�ßo�p䓹�)����Ҫ���ڹ��̼������O����ݔ�����w�ܵ����������|(��̖)��20��Q345�ȡ�
GB3087-2008(���Љ�偠t�ßo�p䓹�)����Ҫ���ڹ��I偠t������偠tݔ�͵��Љ����w�Ĺܵ����������|��10��20̖䓡�
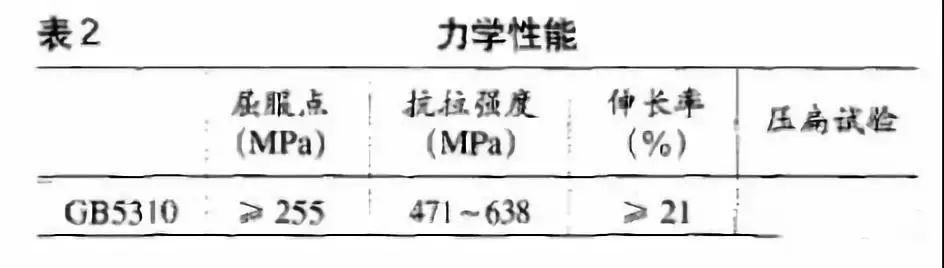
GB5310-2008(�߉�偠t�ßo�p䓹�)����Ҫ�����վ�����վ偠t���ߜء��߉���ݔ�����w���估�ܵ����������|��20G��12Cr1MoVG��15CrMoG�ȡ�
GB5312-1999(������̼䓺�̼�i䓟o�p䓹�)����Ҫ���ڴ���偠t���^������I��II���͉��ܵȡ��������|��360��410��460䓼��ȡ�
GB6479-2000(�߉������O���ßo�p䓹�)����Ҫ���ڻ����O����ݔ�ߜظ߉����w�ܵ����������|��20��16Mn��12CrMo��12Cr2Mo�ȡ�
GB9948-2006(ʯ���ѻ��ßo�p䓹�)����Ҫ����ʯ��ұ���S��偠t���ύ�Q������ݔ�����w�ܵ�����������|��20��12CrMo��1Cr5Mo��1Cr19Ni11Nb�ȡ�
GB18248-2000(��ƿ�ßo�p䓹�)����Ҫ�����������Nȼ�⡢Һ����ƿ����������|��37Mn��34Mn2V��35CrMo�ȡ�
GB/T17396-1998(Һ��֧���ß�܈�o�p䓹�)����Ҫ��������ú�VҺ��֧�ܺס������Լ�����Һ���ס�������������|��20��45��27SiMn�ȡ�
GB3093-1986(���͙C�ø߉��o�p䓹�)����Ҫ���ڲ��͙C����ϵ�y�߉��ܡ���䓹�һ�����ιܣ���������|��20A��
GB/T3639-1983(��λ���܈���ܟo�p䓹�)����Ҫ���ڙCе�Y����̼���O���õġ�Ҫ��ߴ羫�ȸߡ�����❍�Ⱥõ�䓹ܡ���������|20��45䓵ȡ�
GB/T3094-1986(��Οo�p䓹ܮ���䓹�)����Ҫ�����������N�Y���������������|�郞�|̼�ؽY��䓺͵ͺϽ�Y��䓡�
GB/T8713-1988(Һ���͚��Ͳ�þ��܃ȏ��o�p䓹�)����Ҫ��������Һ���͚�Ӹ�Ͳ�õľ��о��܃ȏ��ߴ����λ���܈�o�p䓹ܡ���������|��20��45䓵ȡ�
GB13296-1991(偠t���ύ�Q���ò��P䓟o�p䓹�)����Ҫ���ڻ�����I��偠t���^�������ύ�Q���������������ܵȡ��õ��ߜء��߉������g��䓹ܡ���������|��0Cr18Ni9��1Cr18Ni9Ti��0Cr18Ni12Mo2Ti�ȡ�
GB/T14975-2002(�Y���ò��P䓟o�p䓹�)����Ҫ����һ��Y��(�e�^����b�)�ͻ�����I�Cе�Y���õ��ʹ�⡢�ḯ�g������һ�����ȵ�䓹ܡ���������|��0-3Cr13��0Cr18Ni9��1Cr18Ni9Ti��0Cr18Ni12Mo2Ti�ȡ�
GB/T14976-2002(���wݔ���ò��P䓟o�p䓹�)����Ҫ����ݔ���g�Խ��|�Ĺܵ����������|��0Cr13��0Cr18Ni9��1Cr18Ni9Ti��0Cr17Ni12Mo2��0Cr18Ni12Mo2Ti�ȡ�
YB/T5035-1993(��܇���S���ßo�p䓹�)����Ҫ����������܇���S�ܼ��Ә���S���õă��|̼�ؽY��䓺ͺϽ�Y��䓟�܈�o�p䓹ܡ���������|��45��45Mn2��40Cr��20CrNi3A�ȡ�
API SPEC5CT-1999(�ܺ���Ҏ��)��������ʯ�͌W��(American Petreleum Instiute, ���Q"API")���Ʋ��l�������������ͨ�á�����: ��:�ɵر������M�@���ȣ����龮���r�Ĺ��ӣ������֮�gͨ�^�ӹ��B�ӡ���Ҫ���|��J55��N80��P110��䓼����Լ����丯�g��C90��T95��䓼������䓼�(J55��N80)�ɞ麸��䓹ܡ���:�ɵر�������܃�ֱ���͌ӵĹ��ӣ������֮�gͨ�^�ӹ������w�B�ӡ����������dz��͙C���͌�ʯ�ͽ���ݔ�͵����档��Ҫ���|��J55��N80��P110���Լ����丯�g��C90�� ����ʯ�͌W�����Ʋ��l���ģ����������ͨ�á�























 ��վ֩���ģ�壺
̨����|
��ɽ��|
�ܱ���|
��Ϫ��|
˫����|
������|
��ƽ��|
������|
�廪��|
��������|
Ԫ����|
������|
�����|
������|
��ƺ��|
������|
������|
�°Ͷ�������|
�Ӱ���|
������|
��ɽ��|
��������|
�ɾ���|
�̽���|
������|
������|
�Ͻ�|
�ݶ���|
������|
��ԭ��|
������|
�ϲ���|
������|
������|
����������|
ͨ����|
�ƴ�����|
��ˮ����|
������|
���|
��Ϳ��|
��վ֩���ģ�壺
̨����|
��ɽ��|
�ܱ���|
��Ϫ��|
˫����|
������|
��ƽ��|
������|
�廪��|
��������|
Ԫ����|
������|
�����|
������|
��ƺ��|
������|
������|
�°Ͷ�������|
�Ӱ���|
������|
��ɽ��|
��������|
�ɾ���|
�̽���|
������|
������|
�Ͻ�|
�ݶ���|
������|
��ԭ��|
������|
�ϲ���|
������|
������|
����������|
ͨ����|
�ƴ�����|
��ˮ����|
������|
���|
��Ϳ��|