.jpg "GB\/T27684-2011TA2⁹ܼ����^��ͨ��С�^⁷�߅h(hu��n)⁷��mҎ(gu��)���Rȫ���Ƽӹ�ɭ�ܽ���")

������Q�����u��ɭ�ܽ�������˾
(li��n)ϵ�ˣ�ʷ��������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺421203289@qq.com
(li��n)ϵ��ַ�����u�и����_�l(f��)�^(q��)���~�(zh��n)���ֱ����I(y��)�@
�]����721013
(li��n)ϵ�ҕr(sh��)��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
| �a(ch��n)Ʒ����(sh��) | |||
|---|---|---|---|
| GB/T27684-2011 TA2⁹ܼ� ���^ ��ͨ ��С�^ ⁷�߅ h(hu��n) ⁷��mҎ(gu��)���Rȫ ���Ƽӹ� ɭ�ܽ��� Ʒ�� | ɭ�ܽ��� | ||
| �a(ch��n)Ʒ���� | ���g | ||
| �N� | α⁺Ͻ� | ||
| ��̖ | TA2 | ||
| �a(ch��n)�� | ���u | ||
| ⁺��� | 99.9 | ||
| �s�|(zh��)���� | 0.1 | ||
| ���� | 400 | ||
| �����u�� | ȫ�� | ||
⁹ܼ����a(ch��n)��ˇ�ı��^
�҇�70����_ʼ�����ù��I(y��)�Ļ���ϵ�y(t��ng)��ʹ��ģ��?zh��n)���һ�N���ڻ����b���е����g�Y(ji��)��(g��u)���ϣ��ѽ�(j��ng)�_�������ĵ�λ���������黯��ݔ���g�Խ��|(zh��)�ܵ��е�������ϣ��ܵ��ĉ���ȡ�Q�ڹܼ���⁹ܼ� Ҳ���������̼��g(sh��)�ˆT����ҕ������⁹ܼ��Ę�(bi��o)��(zh��n)��������Ҫ��
1.1 ⁹ܼ��Ĺ�����r�����҂�����һ��⁹ܼ��Ĺ�����r��
⁹ܵ���Ҫݔ�͵��Ǹ��g�ԇ�(y��n)��Σ�U(xi��n)���|(zh��)����(d��ng)�����g���|(zh��)�Ľ��|(zh��)��(j��ng)�^� �ܼ��r(sh��)�����|(zh��)������һ���ĉ����������N�ܼ��ĸ���λ���d������ ͬ������鳣�õ����N�ܼ������^����ͨ�������ܣ���������
1.1.1���^
���^�Ǹ��N�ܵ�ϵ�y(t��ng)����Ҫ�ܼ�֮һ������������׃���|(zh��)����(d��ng)�����⣬߀����߹�·���ԡ���(d��ng)���|(zh��)ͨ�^���^�r(sh��)�����Љ����Ľ��|(zh��)ֱ�_���^�ı��������|(zh��)�����������(d��ng)�����ڣ��ɴ˿�Ҋ���^�ı����������^�����ֳ�������(y��n)�صě_ˢ���g���f���������d�����κβ�λ��
��ͨ��ܼ����ܵ��B�Ӽ����ֽйܼ���ͨ������ͨ�ܼ�����ͨ���^���������ܵ�Ҫ��֧��̎��
��ͨ�Ǿ�������(g��)���ӣ���һ��(g��)�M(j��n)�ڣ��ɂ�(g��)���ڣ���ɂ�(g��)�M(j��n)�ڣ�һ��(g��)���ڵ�һ�N�����ܼ�����T���cY�Σ��еȏ��ܿڣ�Ҳ�Ю����ܿڣ��������l��ͬ��ͬ��·�R��̎����ͨ����Ҫ�����Ǹ�׃���w����ġ�
������ͨ�����ڹܵ���֧̎��һ�N�ܼ������ڲ��ßo�p��������ͨ���v��Ŀǰͨ�������õĹ�ˇ��Һ��Û�κ͟ቺ���ɷN����ͨ��Һ��Û����ͨ�^���ٲ��ϵ��S���a(b��)��Û��֧�ܵ�һ�N���ι�ˇ�����^���Dz��Ì���Һ���C(j��)�����c��ֱͨ����ȵĹ�����(n��i)ע��Һ�w��ͨ�^Һ���C(j��)�ăɂ�(g��)ˮƽ��(c��)��ͬ�������\(y��n)��(d��ng)�D�������������ܔD�����w�e׃С��������(n��i)��Һ�w�S�����w�e׃С���������ߣ���(d��ng)�_(d��)����֧ͨ��Û������Ҫ�ĉ����r(sh��)�����ٲ����ڂ�(c��)������(n��i)Һ�w�������p����������ģ�߃�(n��i)ǻ����(d��ng)��Û��֧��
���ͨ������εȏ���ͨ��Ҳ�����^�ğo�p�ȏ���ͨ���@�N��ͨ�����a(ch��n)��ˇ������εĹ�ˇ����εĹ�ˇ�ǃ�߅�D�����Ӷ����Ӄ�(n��i)��Ҳ��(hu��)�Ӊ�ʹ�����g�D��֧�ܣ�ÿһ�N���|(zh��)�������ض��Ŀ�����(qi��ng)�ȺͿ������ȣ������f�x��ȏ���ͨ��ԭ�ϱ��Ҫ�˽������ԡ�ƽ�����m�S�� ���Lݔ�ܵ����O(sh��)���w�ٰl(f��)չ,�ܵ�ԇ���ɞ�ز����ٵ�һ��(g��)��Ҫ�h(hu��n)��(ji��),��ԇ��ǰ��,��회�ÿ�ιܾ��M(j��n)��ͨ��߾�,�Δ�(sh��)һ���45�Ρ���ͨ����Ҫ�����Ǹ�׃���w����ġ������ߴ焝��:�ȏ���ͨ�Ľӹܶ˲�������ͬ�ijߴ磻��������ͨ�����ܽӹܳߴ���ͬ����֧�ܵĽӹܳߴ�С�����ܵĽӹܳߴ硣��������������:��ơ����ơ���ơ��T��ȡ�
1.1.2��ͨ
��ͨ�Ĺ�����r��ͬ���^���ƣ����|(zh��)ͨ�^��ͨ�r(sh��)ֱ�_��ͨ��֧·�cֱ·���ཻ̎����̎�ij��d�����͛_ˢ���g����������λ��֧·������·��ж��������B(t��i)��
1.1.3������
�����ܵĹ�����r�����|(zh��)ͨ�^�����ܕr(sh��)�������|(zh��)�ǏĴ��^��С�^����(d��ng)�������e����u׃Сʹ�����ܵ��F�w��λ�a(ch��n)�������F(xi��n)���F�w��(n��i)���漴���d�^�����ֳ��܇�(y��n)�؛_ˢ���g��
���Ϸ�������⁹ܼ���⁹ܵ��ИO����Ҫ�IJ�������ֱ��Ӱ���⁹ܵ��ĉ�����
��Ҋ��⁹ܼ����a(ch��n)��ˇ
1.2.1�ຸ�p⁏��^
�҇�⁹ܵ�ʹ�ó��ڇ���(n��i)�]�ЏS�����a(ch��n)��(bi��o)��(zh��n)��⁹ܼ������ò�ʹ�˂����öຸ�pʽ���Q���r������ʽ��⁏��^�����ļӹ���ˇ���s��ͨ�����Ì����гɶ��б�ڡ����Ӷ��ɻ����³ɶ(ji��)�~��չ�_�ϣ��پ��ƺ��ӣ����p�������ں���̎�Ď��Π�B�m(x��)�����a(ch��n)���^�ߵđ�(y��ng)�����У���ˣ����@�N�ܼ��Ĺ������������ضȱ��������(y��n)���Ҏ(gu��)�������p��(hu��)������g�ԡ���й©�������^Ƿ�ѣ���(n��i)���������������˹ܵ���ݔ�����ͱ����ĺ��p�ܵ���(y��n)�صě_ˢ���g�������ˉ�����
1.2.2������ͨ
��ͨ��ȡ��ֱ�ܵ����_�ף���֧·ֱ�ӹܺ��Ӷ��ɣ���ĵļӹ����ܲ����������ϣ�����̎����؞���ļӹ�Ҳ���ஔ(d��ng)���y�ġ�������Ҫ���ǣ����p̎�a(ch��n)��ֱ�ǣ�һ�LJ�(y��n)�ص�Ӱ������|(zh��)������(d��o)�������˹ܵ��Ă�ݔ������������؞���������������y������ֱ�Dz�λ�ě_ˢ���g����ʹֱ�Dz�λ��p��
1.2.3��Ƭ����ʽ⁏��^
1.��ģ 2.���� 3.��ģ
���˸��ƶຸ�p⁏��^��ȱ�ݣ����É���Ƭ����ʽ⁏��^�����c��p���r������ʽ��ȣ����p����(y��ng)��Щ���Һ��p�]��ӭ���ܵ�?j��ng)_ˢ���g��������ܛ_ˢ���������rҪ��һЩ��
1.2.4�T��ʽ���^
�˂���D˦�����p�����Ƴ��o�p⁏��^���a(ch��n)�����T��ʽ���^���m�f�ԟo�p���^�����F(xi��n)�����ں�����5mm���c�ܵ��ں�2��4mm������ƥ�䣬���ұ���❍�Ȳ�����ӂ�ݔ������������Ҫ���ǃ�(n��i)�������� ���������T��a(ch��n)���Ě��ȱ�ݣ���(y��n)��Ӱ����g�Լ����������m�ό���ʽ⁹ܵ���ʹ�ã������(y��ng)����Сֱ���ijв�ʽ�ܼ����˷N��ˇ���a(ch��n)��⁹ܼ��ɱ��ߡ��ò���ʹ���ߵ��J(r��n)����
1.2.5�_��⁏��^
�������Û_�������_��⁏��^����������Ǻ��_(d��)����(bi��o)��(zh��n)Ҫ���Č�(sh��)�|(zh��)������ԓ�ӹ���ˇ�nj������ڛ_���ϛ_��ģ�Л_�����ͣ������^���Ќ����^�ı�����������ʹ���������������ܱ��܉���������ɱں������ʹ���^�������^�������ܛ_ˢ���g�����ڱ����ڜp�������Ա�����(hu��)�a(ch��n)����p���ں��y�Ա��C�����͉��͉������_(d��)������(bi��o)��(zh��n)�еıں�Ҫ�M����ʹ�ô˷N��ˇ���a(ch��n)��⁏��^��
1.2.6�ƔD��ˇ
������⁹ܵ����������⁹ܼ��������ɞ�ܵ��O(sh��)Ӌ(j��)���g(sh��)�I(l��ng)���һ��W(xu��)�g(sh��)�y�}��
���^�ƔD��ˇ���ڰ�ʮ����С��������ձ������҇���һ�(xi��ng)��Ə��^���a(ch��n)�¼��g(sh��)������ԓ��ˇ�Ɍ�(sh��)�F(xi��n)�B�m(x��)�����a(ch��n)���������a(ch��n)�ď��^�ں����һ�£������Ѹ��ȡ���˂��y(t��ng)��ˇ�����^�����Ƴ��o�p���ͨ���o�p�����ܵȟo�p⁹ܼ��a(ch��n)Ʒ���o�p�ܼ���ֱ�����_(d��)��219�����_(d��)����ASTM B363��95��(bi��o)��(zh��n)Ҫ��
����⁏��^�ļӹ����ԟo�p⁹��������ϣ��ڌ������ƔD���C(j��)�ϲ��ù�С�ڳ�Ʒ�ڏ����������ƔD�����ͣ�����ģ�̶������C(j��)�ϲ���(d��ng)����һ���(d��ng)�����Ƅ�(d��ng)�������ҷ�����ǰ�M(j��n)�������ڳ���ģ�r(sh��)���ܵ��ӟἰ���o(h��)�������^���й����ܵ��U(ku��)�q���������^�������������������䲻ͬ��λ��������С�Dz�ͬ�ģ������Ƕ����܉���һ�����������S���܉��������܉�����������������(g��)׃���^����ֱ����u׃�������L�ȿs�̶���Ȼ�����׃ ���þW(w��ng)�j(lu��)���Č�(sh��)�(y��n)�Y(ji��)���C��(sh��)�����^���͕r(sh��)��׃����Ҫ�l(f��)�����²��������Ϯ��Ͼ���W(w��ng)�����п��^�쵽���^�������͕r(sh��)����׃����������׃��Խ��(y��n)�أ��W(w��ng)�����������L���S���s�����W(w��ng)����e��׃��������ȷ����ϛ]�����@׃��.
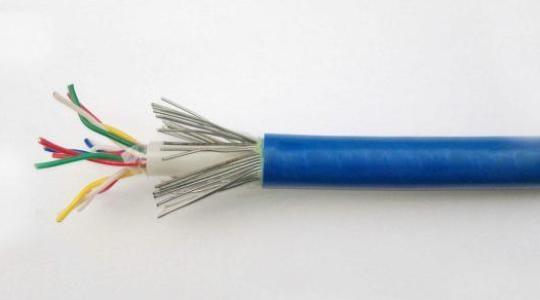
⁷�߅
���|(zh��):TA1,TA2,TA9,TA10,TC4(GR1,GR2,GR7,GR12,GR5)
��(bi��o)��(zh��n)��HG/T20592,MSS SP-43,ASME B16.9
��?⁷�߅һ����ϲ��P䓻�̼䓷��mʹ�ã��Խ���ʹ�óɱ����@�N��ϵķ��m��ʽҲ���������m(PJ/SE)�����߽��������m�������m��
��?⁷�߅Ҳ����⁌����h(hu��n)��ʹ�÷�����⁷�߅���벻�P䓷��m��⁷�߅�c��·��⁹ܹ�·�����ӣ���ֻ���õ�⁷�߅���ӣ����P䓷��m���o�̡��c��·�н��|(zh��)���|�ĵط�����|(zh��)��Ҳ����ԭ⁹ܹ�·�c⁷�߅�������P䓷��m���ֲ��c���|(zh��)���|��ֻ�o�̵�Ч�����@ô���O��Ĝp���˳ɱ���
��?⁷�߅���ʹ�õ�PJ/SE-�����m�������m��ȱ�c(di��n)���˷N��·�B�ӷ�ʽ����ʹ���ڹ�·�����^�߭h(hu��n)���У��m���ڳ����ܵ��h(hu��n)���С�
��?ע�����(xi��ng)��⁷�߅�ĺ���ֻ���c⁹ܺ��ӡ�ʹ�Ú廡����ʹ�ú��z���|(zh��)�Ǻ�⁷�߅������|(zh��)��⁽z������ֱ���c���P䓹ܻ��������|(zh��)�ܵ����ӡ�����ʹ���ډ����^�ߵĹ�·�h(hu��n)���С�
?
?.jpg)
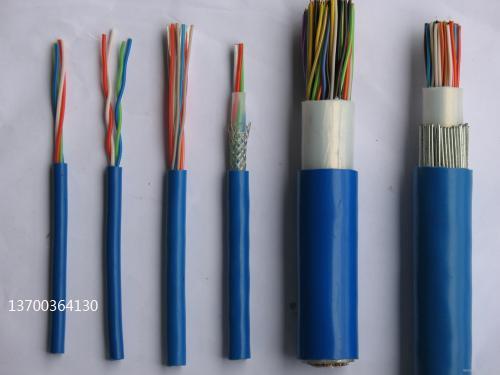
��С�^(������)�����ڹܵ��ڏ���һ�N�ܼ���ͨ�����õij��ι�ˇ��s�����ơ��U(ku��)�����ƻ�s���ӔU(ku��)�����ƣ���ijЩҎ(gu��)��Į�����Ҳ�ɲ��Û_�����Ρ�
1.?�s��/�U(ku��)������
��С�^�Ŀs�����ι�ˇ�nj��c��С�^���ֱ����ȵĹ����������ģ�У�ͨ�^�ع����S����ĉ��ƣ�ʹ������ģǻ�\(y��n)��(d��ng)���տs���Ρ�����(j��)������׃���Ĵ�С���֞�һ�Ή��Ƴ��λ��Ή��Ƴ��Ρ�
1.?�_������
��ʹ��⁹ܞ�ԭ�����a(ch��n)��С�^