�S��(�a��)�ձ����
��̖np20
�N�۷�ʽƷ�ƽ��N
��͘˜���
�ӹ����e�D������ ���ܼ��� ����
���Լ��e�ߜ�
��;���e늾���|��
չ�_
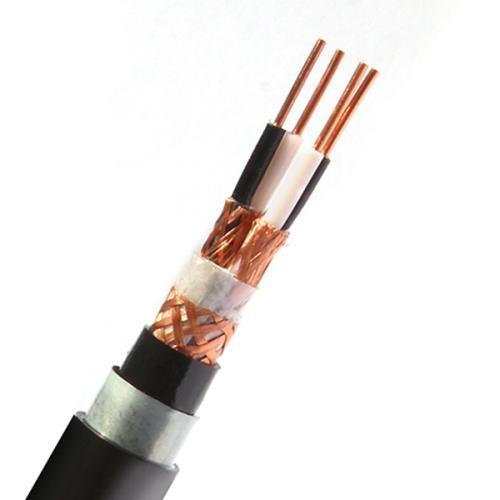
늾����� ��������fep �ձ���� np20�ߜ� �D�� ���� ���s����fep����
�c��ȥ���V��
������ϩ��ϩ�����ȫ����ϩ��ϩ����� Ӣ����Ʒ����teflon* fep (fluorinated ethylene propylene) fep���ķ���ϩ��������ϩ���۶��ɵġ�
1����
fep�Y���ۻ��c��580f���ܶȞ�2.15g/cc����/�������ף�������һ�Nܛ�����ϣ������쏊�ȡ���ĥ�ԡ�����׃�Ե����S������ϡ����ǻ��W���Եģ��ں܌��ĜضȺ��l�ʷ����Ⱦ����^�͵Ľ�늳�����2.1����ԓ���ϲ���ȼ������ֹ����ĔUɢ�������Ѓ������ͺ��ԣ�Ħ��ϵ���^�ͣ��ĵ͜ص�392f����ʹ�á�ԓ���Ͽ��Ƴ����ڔD�ܺ�ģ�ܵ�����aƷ���������������o�Ϳķ�ĩ��Ҳ���Ƴ�ˮ��ɢҺ�����Ʒ��Ĥ���塣���͆��w�S��
�����Ј����N��fep��duipont��˾�� teflon�ơ�daikin��˾��neoflo�ơ�hoechst celanese��˾��ihoustaflow�ơ�����Ҫ����;�����������ܺͻ��W�O��ă��r���LͲ����Ӽ����N늾�����|�����w�C���^����������|������|��������|���;��y����|��fepĤ��Ҋ����̫����ռ����ı�Ϳ�ӡ�
��������
f��46��֬�ķ������y����Ŀǰ�Пo���еķ�����������380��r������ճ��Ҫ�Ⱦ��ķ���ϩ�ͣ���103��104pa��s����Ҋf��46�ķ������Ⱦ��ķ���ϩ�͵öࡣ
f��46�����c�S�����w�ĽM�ֲ�ͬ����һ���IJ�������w��������ϩ�ĺ��������ӕr�����c׃�͡��������������y�õĽY�������af��46��֬�����c�����250��270��֮�g���Ⱦ��ķ���ϩ�͡�
f��46��֬��һ�N�Y���Ը߾���Y���ȱȾ��ķ���ϩ��һЩ����f��46���w������s�����w���c���ضȕr����������нY�����Y������50%��60%֮�g�������w�Դ��ʽѸ����s�r���Y�����^С����40%��50%֮�g��f��46�ľ��w�Y���ΑB�������Y�������S��֬�ͼӹ����͜ضȼ���̎����ʽ�IJ�ͬ����һ���IJ��
늽^������
f��46��늽^�����ܺ;��ķ���ϩʮ����������Ľ��ϵ�������䵽�����ضȣ���50hz��1010hz�����l�ďV韷����Ȏ���׃�����Һܵͣ��H2��1���ҡ����|�p�Ľ������S�l�ʵ�׃���t��Щ׃�������S�ض�׃������
f��46��֬���w�e����ʺܸߣ�һ�����1015�ء�m�����S�ض�׃������Ҳ����ˮ�ͳ����Ӱ푡���늻�����165s��
f��46�ē������S��ȵĜp�ٶ���ߣ�����ȴ���1mm�r������������30kv/mm���ϣ������S�ضȵ�׃����׃����
������
f��46��֬���͟����܃H���ھ��ķ���ϩ�����ڣ�85��+200��Ĝضȷ������B�mʹ�á���ʹ�ڣ�200���+260��ĘO����r�£�������Ҳ�����������Զ̕r�gʹ�á�
f��46��֬�ğ�ֽ�ضȸ������c�ضȣ���400�����ϲŰl���@���ğ�ֽ⣬�ֽ�a����Ҫ���ķ���ϩ��������ϩ������f��46�����ͨ�����еĵȶ˻������c���ϜضȕrҲ���ֽ⣬���300�������M�мӹ��rҲ���ע���m����ͨ�L��f��46�����c�ض��������ஔ�����ģ�����200��ߜ��Cе���ȓpʧ�^�D2��f��46��֬������ָ���ں���µ�˲�g׃����r������ָ����ʾf��46��372�棬5000g�����£�10min�����^Ҏ�����Ŀ˔�����ˣ���������ָ�������Ӂ��������wճ�ȵĜp�ټ�������l����ֽ����r���D3��f��46�cf��4�^��늾�����^�ĉ���������
f��46�ڣ�250��r�Բ�������Ӳ�࣬߀�����к�С�����L�ʺ�һ���������ԣ��Ⱦ��ķ���ϩ��������Щ�����������и�������������ġ�
�ͻ��W������
f��46���ͻ��W�������c���ķ�����ϩ���ƣ����Ѓ������ͻ��W�����ԡ����c�ߜ��µķ�Ԫ�ء����ڵĉA���ٺ��������ȵȰl�������⣬�c�������WˎƷ���|�r���������g��
���W����
f��46�c���ķ���ϩ��ȣ�Ӳ�ȼ���������������ߣ�Ħ��ϵ��Ҳ�Ⱦ��ķ���ϩ�Դ����£�f��46�����^�õ�����׃���ܣ������ضȸ���100��r������׃���ܷ����������ķ���ϩ��
��������
f��46��֬�ڴ���п��������ܷdz��ã��ʹ�ⷀ���Ըߡ�f��46����ݗ����Ҫ�Ⱦ��ķ���ϩ�ã����d�ھ���ϩ���ڿ՚��к��Ҝ��£�f��46�_ʼ���F����׃����***С���Մ�����105��106rad?��103��104gy���ʿ�����ݗ�ղ���ʹ�á�
�ӹ���ˇ
1�����ϣ�f��46�D��ǰ������120�����A��3h���Ҟ��ˡ�
2����늾�о�A��鱣�C�D����f��46�^���Ӄ���ضȾ�һ����늾�о���A����300��350�档
3���D���C�Ĝضȷֲ����D���Cһ����280�棨�M�Ͽڣ���380�棨�C�^��ֱ�������Ĝضȷֲ���ã��C�^�ضȲ��ӷ��������ڡ�5�棬�����ڲ���ʹ��֬�ֽ��ǰ���£��M����ߙC�^�ضȣ��Խ��͘�֬������ճ�ȡ��D���C�C�������M�Ͽ����C�^�����C�^��ģ�ą����ض����£�
�C���� 280��310��ڶ��� 315��330��
������340��360�� ���Ķ�360��380��
�C�^ 380��ģ�� 380��410��
4��ģ������ȣ����x����50��200�����ȡ�
5���ݗU���D�٣��fͬ�ضȌ��ݗU�D���{�ú���f��46��֬�D���ӹ��^���в�Ҫ׃���l�������б�Ҫ���Լ��{�����ݗU�D�ّ��S��늾�о����Ĵ�С��������ͬ��һ���ȡ5��15r/min��
6��ģ��ģ�ڱ��أ����^�����M��������^�����ض���350��380�棬�Ա���f��46���F�w������֮ǰ�����ڱ����E����γɑ������Ķ����½^���_�ѡ�
7���^��늾���s���ĔD���C�D�����늾�����ˮ�䡣ģ���cˮ�۾��x���^�����ˣ����h������20cm��
8���O�ÞV�W�������f��46��֬���ܻ��ͻ���|�������ӷ��������D���C�ݗU�˲�����2��3�ӞV�W���ˡ�
9��ÿ��f��46���ϑ���������r�D�������C�ܻ����ã��F�w�����o���ݣ�����⻬���F�w�cģ���g�o����ʺ����ÿ����Ҫ���ù�ˇӛ䛣��Ա�e���Y�Ϻ�ˇ�������������|��������
����
��ȫ���ұ�ϩ��֬�����c���ķ���ϩ���Ƶ����ԣ����П������ϵ����üӹ���ˇ�����ʹ֮�ɞ������ķ���ϩ����Ҫ���ϡ�f��46��늾���|���a�ЏV�������ڸߜظ��l��ʹ�õ�����O���ݔ�������Ӌ��C�Ȳ����B�Ӿ�������������늾����������طN��;���b�����͵V�y����|������늙C�@�M����늙C�������ȵȡ�