������Q���όm�Л_�h��ĥ��������˾
(li��n)ϵ�ˣ��K���@��������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺cfnmcl@163.com
(li��n)ϵ��ַ���ӱ�ʡ���_(t��i)���όm�ж��J�^�(zh��n)���ҏR��396̖(h��o)
�]����57550
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
T227�a�����~���l
���� GB/T ECuSn-B
�ஔ(d��ng) AWS ECuSn-C
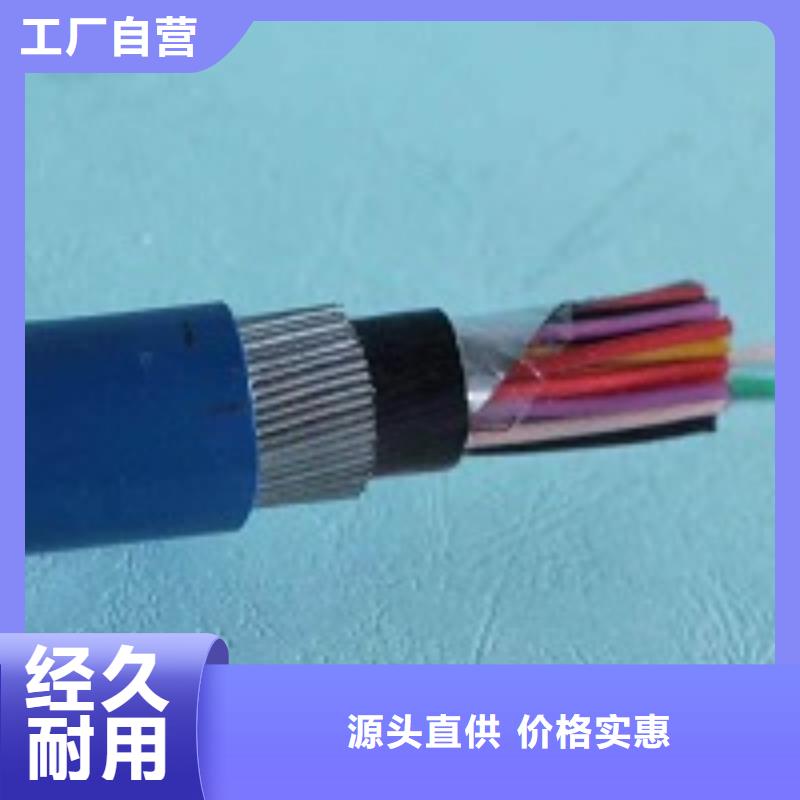
�f(shu��)����T227���a�����~�麸о���͚��c��ˎƤ���~�Ͻl������ֱ�����ӡ���һ���ď�(qi��ng)�ȡ����õ����ԡ��͛_���ԡ���ĥ�Լ����g���ܡ������c(di��n)�Ǻ��ӹ�ˇ�������ã�ͨ���Դ�
��;�����m���ں��Ӽ��~���S�~�������~��ͬ�N�����N�����⣬߀�ɏV�����ڶѺ������~�S�r���������M(j��n)���~Ƭ�ȣ�Ҳ�������T�F�ĺ��a(b��)���Ѻ���
�۷���ٻ��W(xu��)�ɷ����|(zh��)����?j��n)?sh��)�� ��%��
|
Sn |
P |
Pb |
Cu |
Si+Mn+Fe+Al+Ni+Zn |
|
7.0~9.0 |
��0.30 |
��0.02 |
���� |
��0.50 |
�۷�������W(xu��)������ʩ�N����
|
ԇ�(y��n)�(xi��ng)Ŀ |
Rm/MPa |
A��%�� |
|
���Cֵ |
��270 |
��12 |
�������
|
���lֱ��/mm |
3.2 |
4.0 |
5.0 |
|
�������/A |
90~120 |
110~160 |
150~200 |
ע�����(xi��ng)��
��ǰ���l횽�(j��ng)200�����Һ決1h��
���������ˮ�֡����ۡ���������s�|(zh��)�������Ƀ���
��ǰ�A(y��)��ضȣ������~��150~250�棬���~�s��450�棬̼䓼s��200�棻
���ӕr(sh��)�˲��ö̻��������Ӻ��r(sh��)��횏ص�������g��������������ƽ�^�N�N�����p����(x��)��������������(y��ng)����