������Q������T���N������˾
ϵ�ˣ����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺tjzqhc@163.com
ϵ��ַ������кӱ��^�c����32̖
�]����12300
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
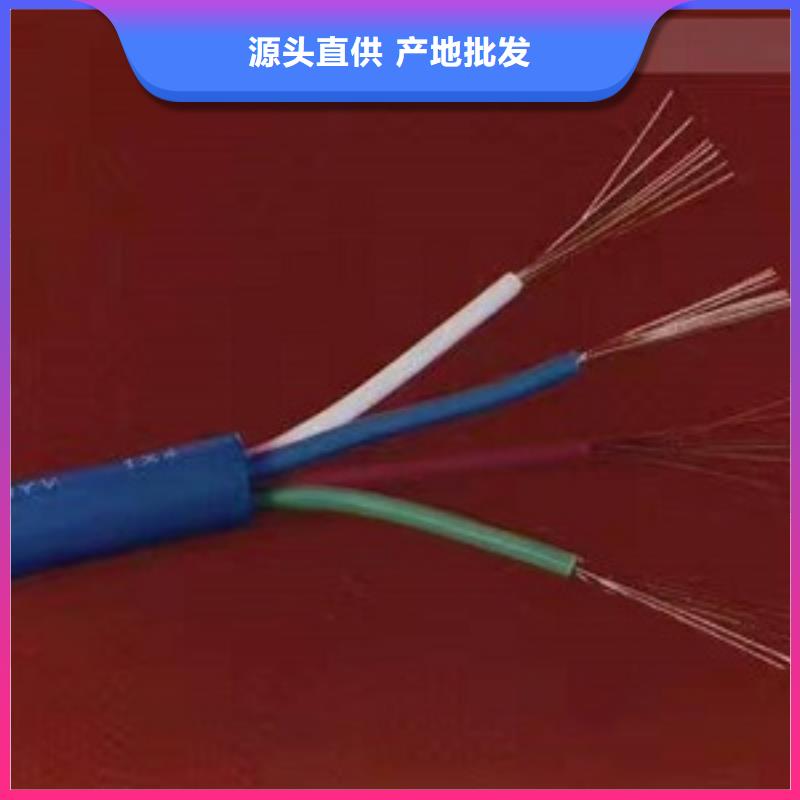
ER2209�p��P䓺��z
H00Cr22Ni8Mo3N���� YB/T 5092 H03Cr22Ni8Mo3N
AWS A5.9 ER2209 ISO 14343-A-G 22 9 3 N L
ER2209�Ǻ�Cr-Ni-Mo���z���ɺ����p��P�S31803/S32205,��22%Cr-5%Ni-2%Mo-0.15%N��Ҳ�����ں���SAF2304������ER2209���l�Ǻ�Cr-Ni-Mo���z���ɺ����p��P�S31803/S32205,��22%Cr-5%Ni-2%Mo-0.15%N��Ҳ�����ں���SAF2304�����ں��Ӻ���ƽ�_�͚⡢ʯ�ͻ����O��ȹ�·ϵ�y�����ܾ��������ܵȡ��p��P䓹ܡ��塢�b�ú���w�д�s50:50���F���w�c�W���w�M����
���õĿ����h���ĸ��g�����õĿ��� �x������đ������g�Ѽy��
�����ڶ̻�������늻������}�_늻����ӡ�
|
�۷���ٳɷֵ���ֵ��%�� |
||||||||||||||
|
||||||||||||||
|
||||||||||||||
|
|
||||||||||||||
|
�۷�������W���ܵ���ֵ |
||||||||||||||
|
E2209�p��P䓺��l
A29.9�p��P䓺��l E2209-16���lE2209-16�ஔ AWS
�f��: JQ.S2216����}��ˎƤ�ij���̼�p��P䓺��l���۷�����к���40%-50%���F���w�����Ѓ��������W���ܺ����g���ܣ��e�Ǿ��пɿ������Ȼ��︯�g���ܺߵ����c�g���ܡ������õĺ��ӹ�ˇ���ܡ��ɽ�ֱ�����á�
��;: ���ں��ӳ���̼00Cr22Ni5Mo3N��SAF2205���p��P䓡�
�۷���ٻ��W�ɷ�(%)
���W�ɷ� C Mn Si S P Cu Ni Mo Cr N
���Cֵ ��0.04 0.50~2.0 ��0.90 ��0.03 ��0.04 ��0.75 8.5~10.5 2.5~3.5 21.5~23.5 0.08~0.20
�۷�������W����
ԇ��Ŀ ��b(MPa) ��5(%) ���Cֵ ��690 ��20
������� (AC��DC+) ���lֱ��(mm) ��3.2 �������(A) 90~120
ע�����:
1.��ǰ���l횽�250�����Һ決1.5h��
2.�M���ܲ���ֱ���Դ����������^��
����GB/T983-1995�˜�
1���R���w���P䓺��l
�R���w���P䓰������t5~9%�����t䓺ͺ��t12%�ĸ��t䓡����䓴�Ӳ�A������a����Ӳ�ȵ��R���w��ؐ���wʹ�������ӣ���������Ҳ�^�����a�����ѿp����һ�㺸ǰ����M���A�ἰ���g���أ�������δ��sǰ�M�иߜػػ�
����t䓺��Ӻ�Ӳ�����^�����a���Ѽy��������ͬ��t���P䓺��l��CHK202��CHK207�����ӣ��t����M��300�����ϵ��A��ͺ���700�����ҵĻػ���̎���������������M�к���̎�����t�����t���P䓺��l��CHS107��CHS207���Ⱥ��ӡ�
����t�ͨ����������g�Լ��ɺ��Զ����m���ķ�����Ԫ���≡��f���ɺ����^�t13䓞�ã��ɲ���ͬ��͵��t���P�V���l��CHK302��CHK307�����ӡ���ǰ���������M��200�������A�ᣬ�����M��800�����ҵĻػ�̎����Ҳ�ɲ����t懲��P䓺��l����CHS107��CHS207���������M�П�̎����