������Q���ij�����䓹�����˾
ϵ�ˣ�������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺anzhenbo@163.com
ϵ��ַ���|�����^� ^�k��̎
�]����252000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
�~�_�Wĥ�܃r��S��ֱ�NҺ���Wĥ��
�ҹ�˾��Ҫ���a��Ͳ���ܣ��Wĥ�ܻ����U��Ŀǰ�ҹ�˾�ɹ��aƷ;һ����Ψһ���a��ĥ����25mm-2000mm�ļ��L����ĥ�C�����ȏ�100-1000mm�����L12m�ĸ�������ĥ�C��Ҳ�ɸ����͑�Ҫ���Ƹ��N��̖��ĥ���ÙC�M���������ṩ��ĥ1mֱ�����߶�1m�ԃȵ���ʽ��ĥ�C���ģ��ɹ���50-250mm�ԃȣ��L��6m�ԃȵĔ��ع����L���C�����ҹ�˾���a�ĸ߾��������ĥ�C�ܼӹ���IT6���ĸ߾��ȃȿ�,��؛�ڿ�,���д����F؛,�M���˿͑����������ĥ�ܵ��ճ�����ԭ����Ҫ�ǽ��^ɰ���ϵ�ɳ���a��һ���ĉ�������һ���D��֮���M�е������ĥ�����^ɰ���������Ƅӌ�����������������ĥ�����_��һ�����á���Ȼ����ĥ�M����Ҫ����ļӝ����ͣ��M����s���|���Wĥ�ܣ�����Ӱ푹�������ӹ��|�����@�ӵõ��Ĺ���ֻ�Ǵּӹ��Ĺ�������Ҫ�dz��þ��ȵĮaƷ߀���M�о��ӹ�̎�����Wĥ���䌍���ǣ���ĥ�ܡ��Wĥ�ܡ���ĥ�ܡ���ĥ�ܡ���ĥ�ܡ��ܡ���䓹ܣ��䌍���^�з����Q��һ�Ӿ��ܽWĥ�ܵĻ��W�ɷ���̼C����Si���iMn����S����P���tCr���ܽWĥ�ܵ��ƏV���Ì����s䓲ģ���ӹ���Ч���p�ټӹ�������O��Ͷ�Y����Ҫ���x�����Թ��s �M�úͼӹ����r��������a���Ͳ��������ʣ�ͬ�r��������߮aƷ�|�������ͳɱ�������߽���Ч������Ҫ���x���Wĥ�ܲ��ÝL���ӹ������ڱ�������б��暈���������������ڱ���С�Ѽy�ķ��]����K���g���õĔUչ���Ķ���߱��濹���g�����������Ӿ�ƣ���Ѽy�Įa����U�������߽Wĥ��ƣ�ڏ��ȡ�ͨ�^�L�����ͣ��L�������γ�һ������Ӳ���ӣ��p����ĥ�������|����ď��Ժ�����׃�Σ��Ķ�����˽Wĥ�܃ȱڵ���ĥ�ԣ�ͬ�r��������ĥ������ğ������L������ֲڶ�ֵ�ĜpС�������������|��
С�ڏ��Wĥ���ڼӹ�֮ǰ������кܶ�����c���@��Ӱ푽Wĥ���|������Ҫ���ӣ�Ҫ�뽛�^�Wĥ��@���|���õ�Һ���� ������Ҫ���@Щ���c�M���ޏ͡���ô��Һ���� ����ȱ�ݵ��ޏͷ�������Щ�أ�
1.�Ӵ����׃������Ͳ�ͻ����U���¹ʮa��������һ��Ҫ�ډ����C���M���^ֱ�����ډ����C��Уֱ��ĸ�Ͳ������U�����^һ�Εr�g�����������F�����F����Ͳ������U��һ���̶��ϻ֏�ԭ�����Π��ˣ��е�����S���Ƴ����L�A���w����Уֱ�C��ʹ�Õr�������ĸ�Ͳ������U����Уֱ�C�У����ω��o݆���_��늄әC�����؝L����������r������{�����o݆�������ؼ��Ɍ������ĸ�Ͳ������UУֱ���@�c�ډ����C�ϵ�Уֱ��ͬ����Уֱ�C���M��Уֱ�������܉����IJ�λУֱ�����Ҹ�Ͳ������U�������a���ăȑ����������L݆�ķ��������µõ�ጷţ���������Уֱ����
�������׃�ε��Σ��Ӵ�׃�����������_���������c��ȣ��pС��ĥĥ��������Ŀ�ġ�
2.���x��܈������
��ι����cȱ�ݾ����ɟ�܈��������ģ����ԣ�ͨ�^�x���P�g�̶�С���ں����ğ�܈�ܣ����Ԝp�����cȱ�ݣ���߸�Ͳ�ijɲ��ʡ�
3.��܈�܃ȿ�ȱ������
��
�|���ǮaƷ��ǰ�ᣬֻ���|�����ˣ����Ƿ��տ͑��ĸ��������ԣ���Һ���� �����ȱ���M���������ޏͣ����҂����͑��Ĵ���Z
�L���ӹ���һ�N�o��м�ӹ����ڳ��������ý��ٵ�����׃�Σ�ʹ����������^��ƽ��ݚƽ�Ķ��_����׃��ӽY�����Cе���ԡ��Π�ͳߴ��Ŀ�ġ�����@�N������ͬ�r�_�������ӹ��������ɷNĿ�ģ���ĥ���o�������ġ�
�oՓ�úηN�ӹ������ӹ�����������濂��������������ƽ�ĵ��ۣ����F���e����ķ�ȬF��
����˾���a����ĥ�ܣ���ģ�ܡ��ܣ��ֲڶȻ������_��Ra��0.08��m���ң������A�ȣ��E�A�ȿɡ�0.01mm����߱���Ӳ�ȣ�ʹ����׃��������Ӳ�����HV��4�㣬�ӹ����К��������ӣ����ƣ�ڏ������30%���������|�����p��ĥ�p�����L���ʹ�É�����
�L���ӹ�ԭ��:����һ�N���������ӹ��������ý����ڳ��ؠ�B�����������c�����ÝL�����ߌ���������ʩ��һ���ĉ�����ʹ������ӽ��ٮa���������ӣ����뵽ԭʼ�����ĵͰ������У����_����������ֲ�ֵ���͡����ڱ��L���ı�ӽ�������׃�Σ�ʹ��ӽM����Ӳ���;���׃�����γ����ܵ��w�S����γɚ��������ӣ�Ӳ�Ⱥ͏�����ߣ��Ķ������˹����������ĥ�ԡ����g�Ժ�����ԡ��L����һ�N�o���������Լӹ�������
����푪�����ϣ�����ɰ����ω��Ƴɵ���ĥ����������ͬ��;�ɉ��Ƹ��N�Πʹ��ĥ���H�����ڼӹ��ȿף����ܼӹ���A��ƽ�桢���漰���N���α��棬����A���滯����ĥ���ߞ�������݆���X݆����ĥ���ߞ�ĥ���X݆.���^����İlչ��������_�l�®aƷ����Ͽ͑�����,ʹ�aƷ�ĸ�헃�Խ�Եõ���������,�aƷ���V�������ڮaƷ�V���m����ұ��
�ۯB�������c
1����߱���ֲڶȣ��ֲڶȻ������_��Ra��0.08��m���ҡ�
2�������A�ȣ��E�A�ȿɡ�0.01mm��
3����߱���Ӳ�ȣ�ʹ����׃��������Ӳ�����HV��4��
4���ӹ����К���������,���ƣ�ڏ������30%��
5���������|�����p��ĥ�p�����L���ʹ�É�����������ļӹ��M�÷������͡�
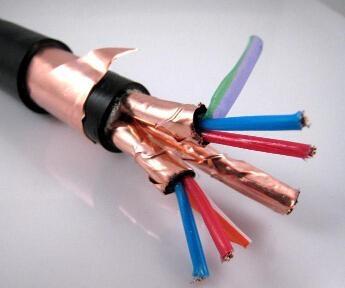
�Wĥ����һ�Nͨ�^��λ��܈̎�����һ�N�߾��ܵ�䓹ܲ��ϡ����ھ���䓹܃���ڟo�����ӡ����ܸ߉��oй©���߾��ȡ��߹❍�ȡ��䏝��׃�Ρ��U�ڡ�����o�ѿp�����c��������Ҫ�Á����a��ӻ�Һ��Ԫ���ĮaƷ�������ף������ǟo�p�ܡ��Wĥ�ܵĻ��W�ɷ���̼C����Si���iMn����S����P���tCr��
�Wĥ��һ�������ĥ�C���C�����S�c��ĥ�^һ���Ǹ����ӣ���������m���������Π��������Ҳ�����Ä����ӡ���ģ����Ҫ���ڼӹ�����5��500�������ĸ��N�A���ף����Ͳ���y�ס��B�U�����w�ȣ������c��֮�ȿ��_10���ܲ��ÝL���ӹ������ڱ�������б��暈���������������ڱ���С�Ѽy�ķ��]����K���g���õĔUչ���Ķ���߱��濹���g�����������Ӿ�ƣ���Ѽy�Įa����U�������߽Wĥ��ƣ�ڏ��ȡ�

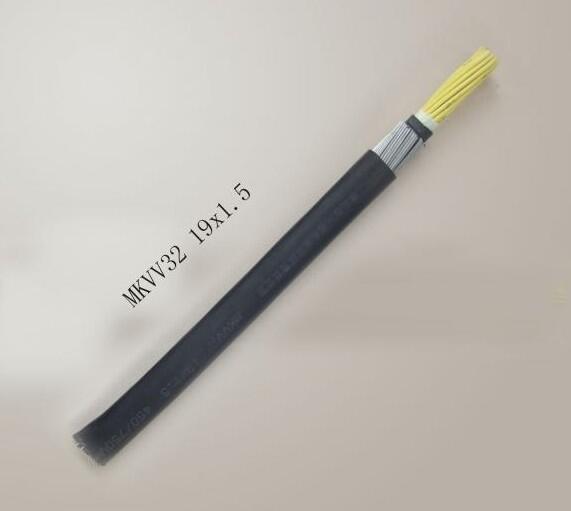
Ŀǰ��˾���aƷ�NҎ��飺�ȏ�ֱ��30mm��300mm���ں��2mm��40mm�����g�l���飺�ȿ���H5��H10.�ȿ״ֲڶ�Ra��0.63um��ֱ���ȡ�0.3mm/m���̖��20#��45#��16Mn, 27SiMn�����ֵͺϽ��.�˜�GB8713-88�� ���a��Ҫ�O�䣺350��ȫҺ���A�����߾�����ΙC��150����1�_,�ΙC����г�12�ף�����������350����������ʽ��ĥ�C2�_���Pʽ��ĥ�C2�_��
�aƷ��Ҫ��;��Һ�������Ӹ�Ͳ��Һ���ܾ��������������Լ�ӡˢ�Cе�ùܣ���܇�p�����ùܣ��S�ܣ������U�Լ����ܙCе��䓹ܡ������͑���Ҫ��߀���ṩ�����߹ܡ��Wĥ���Լ������̎���ܵȡ�
�Wĥ���䌍���ǣ���ĥ�ܡ��Wĥ�ܡ���ĥ�ܡ���ĥ�ܡ���ĥ�ܡ��ܡ���䓹ܣ��䌍���^�з����Q��һ��
�Wĥ��һ�������ĥ�C���C�����S�c��ĥ�^һ���Ǹ����ӣ���������m���������Π��������Ҳ�����Ä�����Ŀǰ��˾���aƷ�NҎ��飺�ȏ�ֱ��30mm��300mm���ں��2mm��40mm�����g�l���飺�ȿ���H5��H10.�ȿ״ֲڶ�Ra��0.63um��ֱ���ȡ�0.3mm/m���̖��20#��45#��16Mn, 27SiMn�����ֵͺϽ��.�˜�GB8713-88�� �Wĥ���a��Ҫ�O�䣺350��ȫҺ���A�����߾�����ΙC��150����1�_,�ΙC����г�12�ף�����������350����������ʽ��ĥ�C2�_���Pʽ��ĥ�C2�_��