������Q���|ݸ�Ж|�ǖ|��ĥ�߽��I��
ϵ�ˣ��������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺dongjuyanmo@126.com
ϵ��ַ��113.82684232244623,22.995426921082746
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��



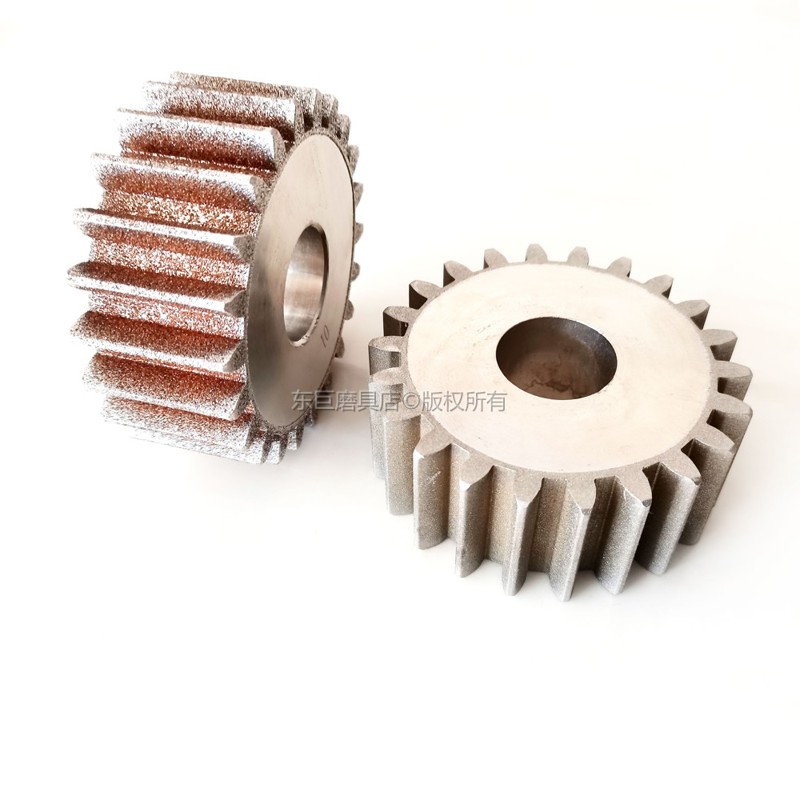
�X݆����̎���Ǟ��˸��Ʋ��ϵı����B���M�е�̎���ӹ�,�X݆�ɰҲ������һ�N̎����ʽ���ҹ�˾�����a����ʯͿ���X݆��CBNͿ���X݆��
�X݆��ָ݆�������X݆�B�m���ς��f�\�Ӻ̈́����ęCеԪ�����X݆�ڂ����еđ��ú���ͳ��F�ˡ�19���oĩ��չ�����X����ԭ�������ô�ԭ�����X�Č��ÙC���c���ߵ����^���F���S�����a�İlչ���X݆�\�D��ƽ�����ܵ���ҕ�����X݆һ�㶼���ɽ����Ƴɣ��X݆�ڇ����^�����������ĥ�p����ʹ�É����s�̣�CBN����������ʯ�۾��Џ��ȸߡ�Ӳ�ȸߵ����c���M����CBN�����ɰͨ�^��ɰ����X݆�ϣ��t������X݆��ʹ��Ч����
����������ĥ�ϣ�CBN��������ĥ��僽��ٵķ����������ĥ��Ч��������僽��ٵ�����������ĥ�ό��o��sҺ��ĥ�������ã����ĥ�Ϲ������н��ٵĴ��ڴ�ʹĥ���^�Мضȵ���ߺ͟������γɡ� CBN����������Ϳ�Ӳ��H��������X݆�ı���Ӳ�ȣ���������ĥ�ԣ����ҿ��������X݆����Ħ��ϵ�����Ķ��Mһ������ҧ���ʡ�
Ŀǰ���|ݸ�|��Ӳĥ�ߵ궼��ͨ�^��ɰ��������ɰ���ķ�ʽ�������X݆�M����ɰ��ͨ�^�@�N��ʽ����������ʯɰ�[�������F�F�۵ĬF����ɰ������Ч���^�á��ǘ��X݆�����ȷ�����40Ŀ-800Ŀ���͑��������ṩ���w������˾�僣�����һ�����ң��gӭ��D���ԇ僡�

�|�߾������X݆�ă��ݣ�
1.���I���аl�Fꠣ��������о�ʮ���ꣻ
2.���Ƶ��價�����ǰ���僺�ĥ�Ϻͻ��w��̎����
3.������|���z��ƶȣ������^�̌��л��z����Ҫ����ȫ�z�ȣ�
4.�ƌW�Ď췿���������C�僺��ɰ݆�������P��������
5.���M�����a�O�䣬�������僿����ң���Ҫ�O���电�ؼӹ����ģ������˵ȡ�