������Q���|ݸ�Ж|�ǖ|��ĥ�߽��I��
ϵ�ˣ��������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺dongjuyanmo@126.com
ϵ��ַ��113.82684232244623,22.995426921082746
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

�|����38CrMoAl�ȿ���ĥ�� �僽Y�τ�CBNĥ�ψA����





���Q���߾���CBN����ɰ݆/CBNĥ�^
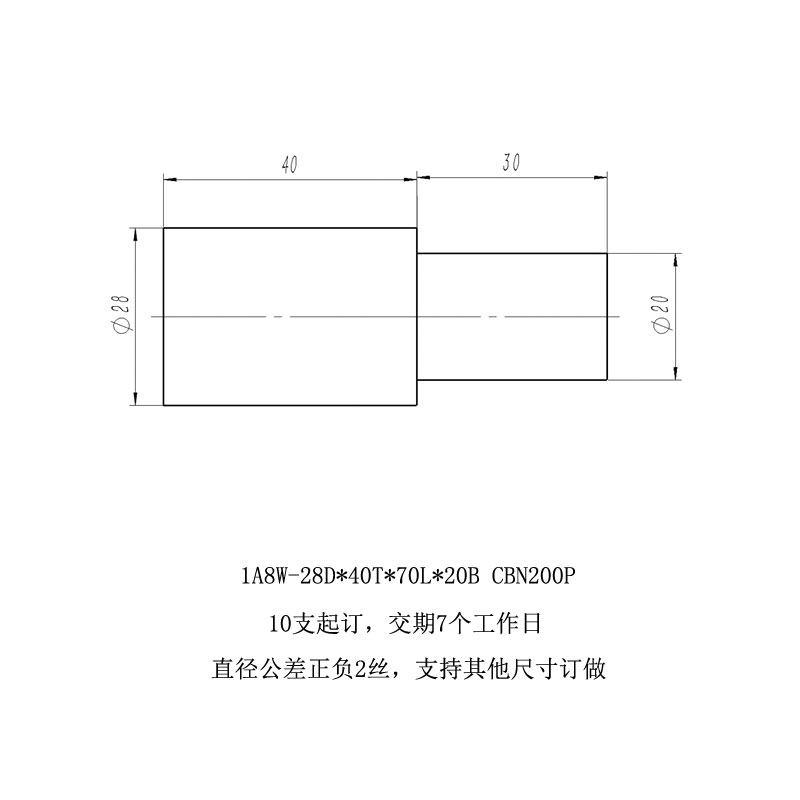
��A��
ֱ����28����
ɰ�L��40����
���L��70����
������20����
���ȣ�200Ŀ��������������Ոϵ�ͷ���
�����ؓ0.02mm
ͬ�S�ȣ�0.01�ԃ�
ĥ�ϣ�����������/CBN
�Y�τ����僽Y�τ�
���w���S��䓡�45#䓡������
�ӹ���ʽ���ȈAĥ��
�ӹ��l������ĥ
�ӹ������䓡��ߜغϽ� 20CrMoTi ��38CrMoAl ��懻��Ͻ�
��sҺ����s�ͻ�Һ
���e�f������ĥ���ߜ��£�CBNĥ�����A��ˮ��Һ���l�����W�����������Y����ʹĥ�������Ɖġ����ԣ�CBNɰ݆ĥ���r���|��ĥ�ߵ깤�̎����h�x��������sҺ����������ˮ����sҺ��
�m���O�䣺CNC���ؼӹ����ġ��ȈAĥ����
���C���x�� ���h�M������Ҫ��
a. ��횾����^�ߵ����S���ȣ�ʹ�Ô��ؙC���^�����롣
b. Ҫ��C�����S�����^���D�٣����D�ٷ������Ը�׃��
c. �C���������ƽ����
����CBN����ɰ݆���������̡�
45#䓡����ϡ��{�|̎����܇��(��܇+��܇+��܇)��ĥ�^���w��������o̎������CBNĥ�ϡ���ɰ(ĥ��DL1,����150#�����200%���僽��ٽY�τ�)��
����CBN����ɰ݆��ĥ��Ч����
ͨ�^���a���`�C����������CBN����ɰ݆�ڔ��ؼӹ������ϼӹ����������ǿ��еģ�ɰ݆�������^����ߣ�ɰ݆��������ͨ����/̼����ɰ݆���10��20����CBNĥ�^��ĥ�����dz�Ҏɰ݆��50�����ϣ�ĥ������o�l�ڡ��Ѽy�����������Է��ϳ�ƷҪ�ӹ�������ȫ�M�㹤ˇ���gҪ����CBNĥ�^����Ҫ�������Ķ���ʡ����������ͣ�C�r�g��ʹ���a�ʴ����ߣ�ȡ�������@�ļ��g����Ч�棬���ЏV���đ��á����yĥ����u�˳��vʷ���_����Ӳĥ�ό��ɞ�ӹ�������
���|����CBNĥ�^�����c��
CBN���ИO�ߵ�Ӳ�ȣ��H���ڽ���ʯ�������͟��Ժ͌��FԪ�سʻ��W���Է����փ��ڽ���ʯ�������a�����չ�˳�Ӳĥ�ϵđ����I�� ����CBNĥ�Ͼ�����ĥ�Ժá����H�F�Ժߟ᷀���ԏ��ȃ��c������CBNɰ݆���y�ӹ����ϵ�ĥ�����܉��L�ڱ����h����B�����ĥ����С���l����С��ĥ���ضȵͣ�ĥ��������ȸߣ����aЧ�ʸߡ���CBNĥ�^�������㣬ɰ݆��������ȫ��ɰ݆���w�Q������CBNĥ��������������ʹ�ã�������僌�ĥ���õ����ȵ�����֮��ĥ�^���w���ޏͿ������ɰ���ã��ȷ����ֽ������gӭ��Dӆُ���|��Ӳĥ�ߵ���\�������գ�