�Aĥ�A��ɰ݆ �僽Y(ji��)�τ� CBNĥ�^6D8D10D ���پ���ĥ�����t�")

������Q���|ݸ�Ж|�ǖ|��ĥ�߽�(j��ng)�I(y��ng)��
(li��n)ϵ�ˣ����(gu��)����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺dongjuyanmo@126.com
(li��n)ϵ��ַ��113.82684232244623,22.995426921082746
�]����
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��

ӆ����(n��i)�Aĥ�A��ɰ݆ �僽Y(ji��)�τ� CBNĥ�^6D8D10D ���پ���ĥ�����t�





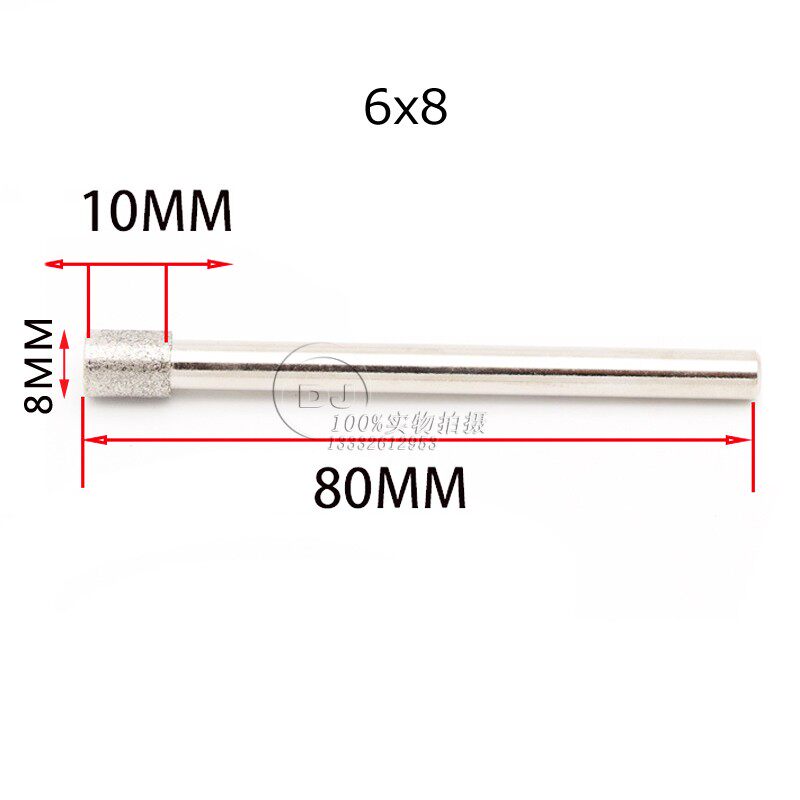

6D*10T*80L*6B CBN150P
8D*10T*80L*6B CBN150P
10D*10T*80L*6B CBN150P
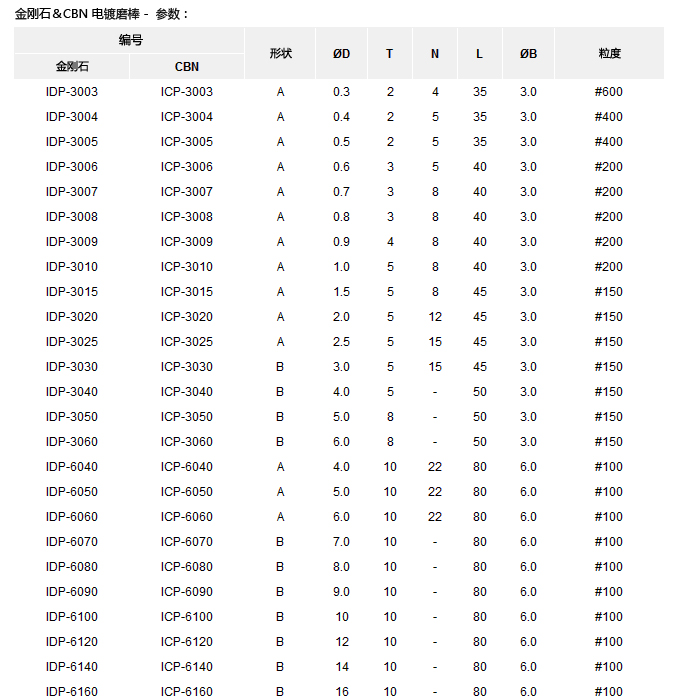
CBN����ĥ�^ / ����������ĥ�^�����ڴ�ĥ150#�ͼ�(x��)ĥ320#����10֧��ӆ��ȫ��(gu��)���]��֧���_Ʊ��
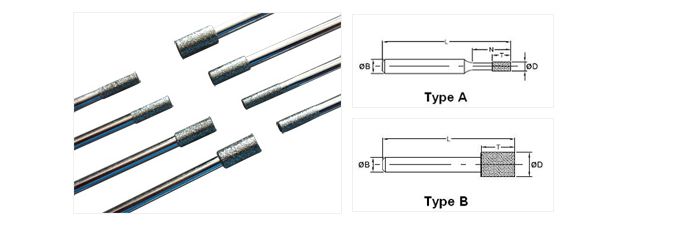
CBN����ĥ�^���ڸ���䓣���̼䓣����t䓣�����䓺�ģ��䓵�С���ӹ������������پ���ĥ���̓�(n��i)��ĥ�����|��ĥ�ߵ꣬�gӭ������(l��i)�D��ӡ�















��䛣�����x����m�Ľ���ʯ/CBNĥ�^�ߴ磿
1����(n��i)�Aĥ��ֱ������̫���̫С
ĥ��(n��i)�וr(sh��)����ɰֱ݆��̫�tɰ݆�c�����Ľ��|���S֮����ʹĥ�������ӣ���s���������y����ɰֱ݆��̫С���y���_(d��)�� �����ĥ���ٶȣ�30m/s~50m/s����ʹĥ��������ӣ�ĥ�����ܵķ�����������ĥ�g��ʹ��(n��i)�ױ���ֲڶ��������a(ch��n)Ч�ʽ� �͡�
���˫@�����õ�ĥ��Ч����ɰֱ݆���c��(n��i)��ֱ����(y��ng)�����m��(d��ng)?sh��)ı�ֵ���˱�ֵͨ���?.5~0.9֮�g����(d��ng)���^С�r(sh��)��ֻҪ���}��ɰ݆�A���ٶȵͣ��˕r(sh��)��(y��ng)ȡ���ֵ����(d��ng)���^С�r(sh��)����Ҫ���}����s����м���y���˕r(sh��)��(y��ng)ȥ�^С�ı�ֵ����(n��i)�Aɰֱ݆���x��Ʌ����±���
| ��ĥ��ֱ��/mm | ɰֱ݆��/mm | ��ĥ��ֱ��/mm | ɰֱ݆��/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
|
|
2����(n��i)�Aĥ���������Ȳ���̫����̫խ
��(n��i)�Aĥ���r(sh��)�����ɰ݆����̫խ��ɰ݆����ĥ�p��������������a(ch��n)Ч�ʺͽ��ͱ���ֲڶȣ����ɰ݆̫�����tĥ��������������ɰ݆���L(zh��ng)�S����׃�Ρ����ĥ��(n��i)�וr(sh��)����(y��ng)�x����m��ɰ݆���ȡ��ڽ��L(zh��ng)�S���Ժ͙C(j��)���������S�ķ�����(n��i)��ɰ݆���ȿ�������߀�L(zh��ng)���x��Ҋ�±���
| ĥ���L(zh��ng)��/mm | ɰ݆����/mm | ĥ���L(zh��ng)��/mm | ɰ݆����/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50���� | 40 |