������Q���|ݸ�Ж|�ǖ|��ĥ�߽��I��
ϵ�ˣ��������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺dongjuyanmo@126.com
ϵ��ַ��113.82684232244623,22.995426921082746
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

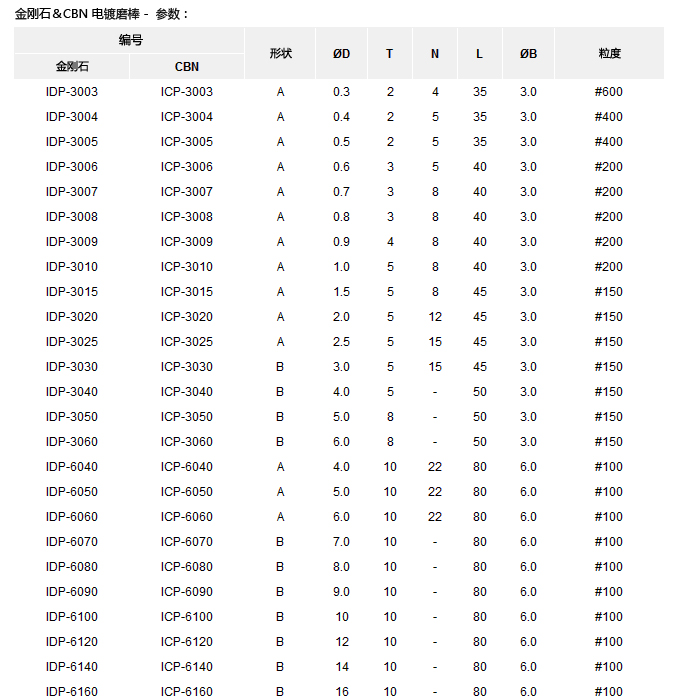
���I���a���N�u䓃ȿ���ĥ�� JGĥ�� �僽Y�τ�����ʯĥ�� CBNĥ�� �ξ�ĥ��
�ȿ���ĥ�� �x��|��,���I���IƷ�������,��������,�r������,һվʽ��ُƽ�_,�W��ӆُ,�S�rԃ�r,10֧��ӆ,�����~




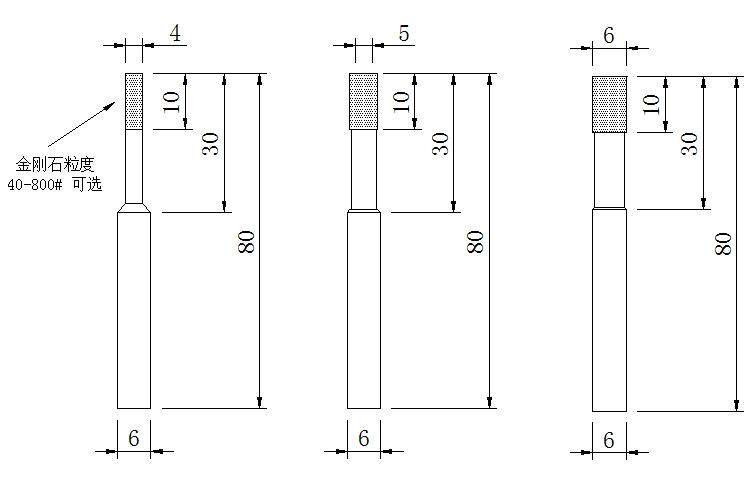
4D*10T*80L*6B SDC120P
5D*10T*80L*6B SDC120P
6D*10T*80L*6B SDC120P
�u䓲���Ӳ�ȸ��_85��~90��HRA����ĥ���ܺã���ģ�ӹ��I���õ�ģ���ģ���ģ���������u�ģ���ȿ���ĥ��һ�����������Ć��}��
�ڌ��H������һ��ʹ���@���ȴ�ֱ�ף�Ȼ������ȿ������x��̎����ʽ��һ�������̎����ˇ������늻ӹ���Ȼ��ʹ����ĥ�C�M�о��ӹ�����ײ���߀��Ҫʹ�ÃȈAĥ�ӹ��������ʯĥ���ȹ��ߣ����Ǵ˷����Ć��}���ڮ��ȿ������^��r�ӹ��r�g���L��Ч�ʺܵ͡�һ����f���u�ģ�߃ȿ���������0.8mm�r��ƽ��һ��һ�_�O��ֻ�ܼӹ�3ֻ���ҡ�
������߹���Ч�ʣ������x��|��ĥ�ߵ��������僽Y�τ��Ľ���ʯ�ȿ���ĥ���������u䓃ȱڌ��H��ĥ�l���̓ȿ❍��Ҫ�ֲ�ĥ������ĥ150#���뾫ĥ240#����ĥ400#���|�߾����u䓃ȿ���ĥ�������ø���䓻��w�������C���䄂�ԣ��M���@ʯSDCĥ��ʹ�Ãȱ����������h�����_��������價�ˇ��ĥ�����w�cɰ��֮�gʮ���ι̣��|�ޣ����Ĵ�������־õăȿ���ĥ���ߣ�һ֧�5֧��
�P�I�~���ȿ���ĥ�����u䓃ȿ���ĥ��������ʯ�ȿ�ĥ����ӆ���u䓃ȿ�ĥ�����u䓃ȿ�ĥ���僽���ʯĥ��

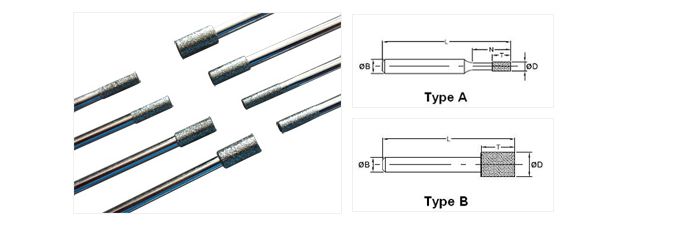















��䛣�����x����m�Ľ���ʯ/CBNĥ�^�ߴ磿
1���ȈAĥ��ֱ������̫���̫С
ĥ�ȿוr����ɰֱ݆��̫�tɰ݆�c�����Ľ��|���S֮����ʹĥ�������ӣ���s���������y����ɰֱ݆��̫С���y���_�� �����ĥ���ٶȣ�30m/s~50m/s����ʹĥ��������ӣ�ĥ�����ܵķ�����������ĥ�g��ʹ�ȿױ���ֲڶ��������aЧ�ʽ� �͡�
���˫@�����õ�ĥ��Ч����ɰֱ݆���c�ȿ�ֱ���������m���ı�ֵ���˱�ֵͨ����0.5~0.9֮�g�������^С�r��ֻҪ���}��ɰ݆�A���ٶȵͣ��˕r��ȡ���ֵ�������^С�r����Ҫ���}����s����м���y���˕r��ȥ�^С�ı�ֵ���ȈAɰֱ݆���x��Ʌ����±���
| ��ĥ��ֱ��/mm | ɰֱ݆��/mm | ��ĥ��ֱ��/mm | ɰֱ݆��/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
|
|
2���ȈAĥ���������Ȳ���̫����̫խ
�ȈAĥ���r�����ɰ݆����̫խ��ɰ݆����ĥ�p��������������aЧ�ʺͽ��ͱ���ֲڶȣ����ɰ݆̫�����tĥ��������������ɰ݆���L�S����׃�Ρ����ĥ�ȿוr�����x����m��ɰ݆���ȡ��ڽ��L�S���Ժ͙C���������S�ķ����ȣ�ɰ݆���ȿ�������߀�L���x��Ҋ�±���
| ĥ���L��/mm | ɰ݆����/mm | ĥ���L��/mm | ɰ݆����/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50���� | 40 |