

������Q���|ݸ�Ж|�ǖ|��ĥ�߽�(j��ng)�I��
(li��n)ϵ�ˣ��������������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺dongjuyanmo@126.com
(li��n)ϵ��ַ��113.82684232244623,22.995426921082746
�]����
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��

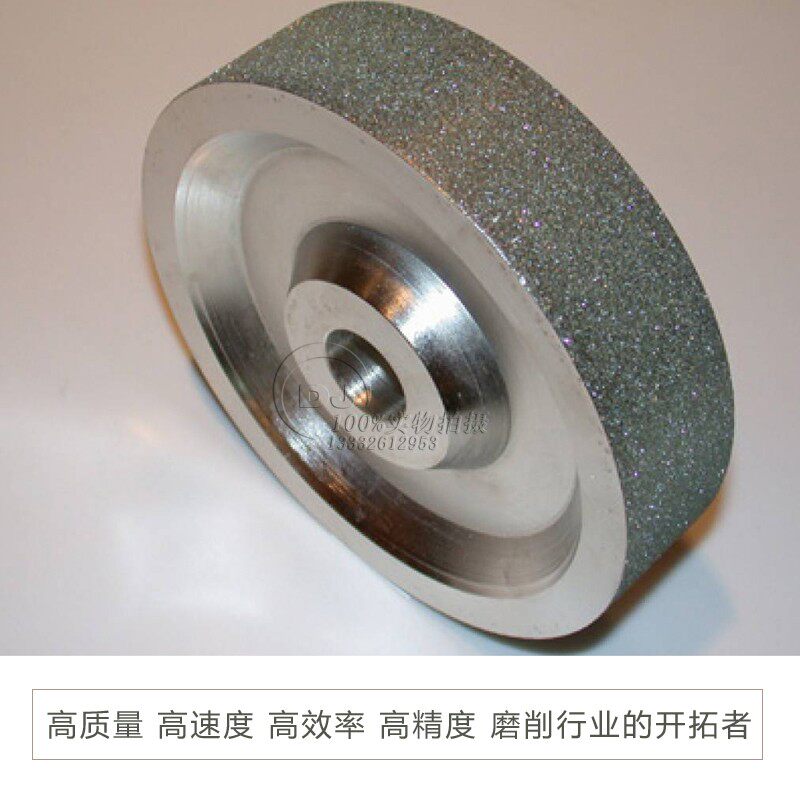
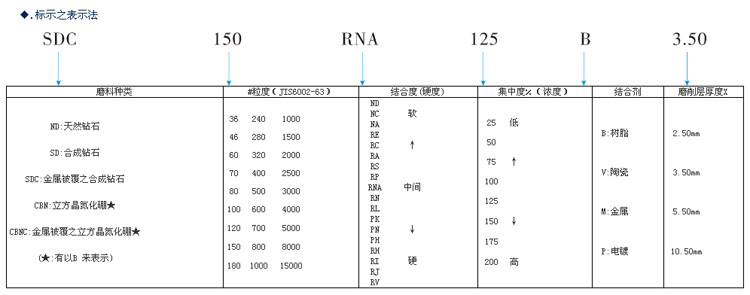
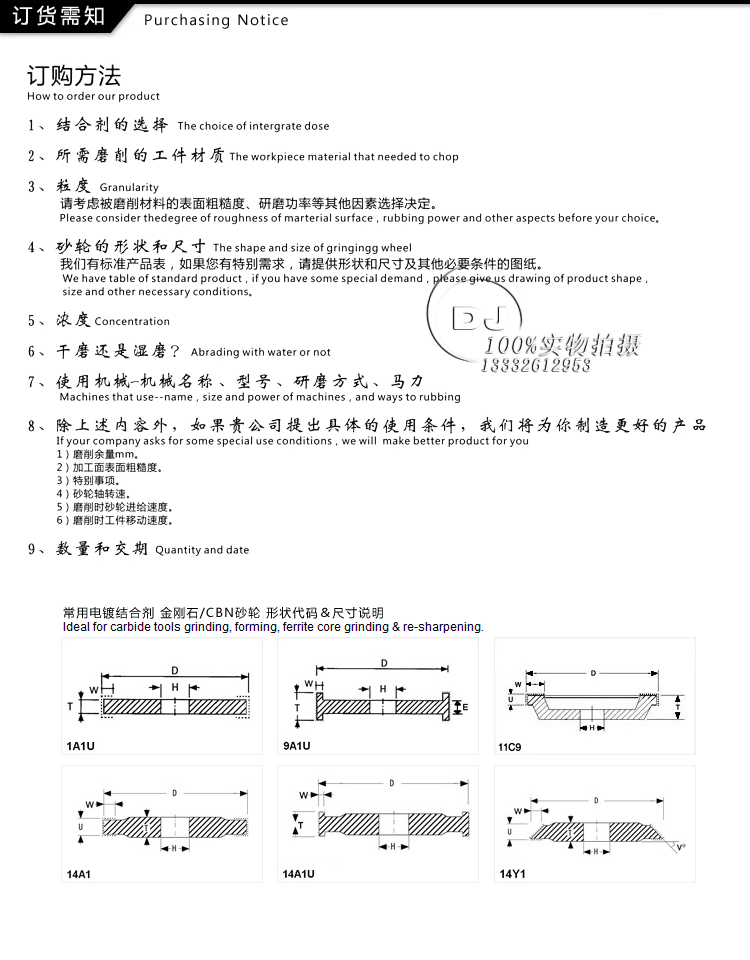
14A1U�p�氼�p����Tɰ݆ �\Մĥ��W��������ʯɰ݆��ĥ������ ��ɰ݆���ʹ�ø�������



|
�a(ch��n)Ʒ���Q
|
14A1U�僽���ʯɰ݆
|
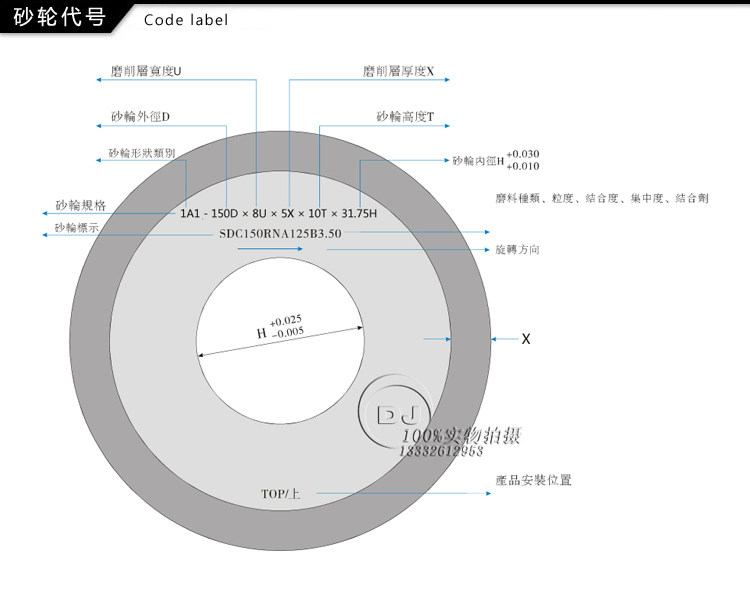
�⏽(D)
|
150
|
|
|
ĥ�����
|
����ʯ
|
�߶�(T)
|
18
|
|
|
�Y���
|
�僽Y�τ�
|
��(n��i)��(H)
|
25.4
|
|
|
�Ƕ�(V)
|
0
|
��߅����(X)
|
3 | |
|
���ȷ���(#)
|
80#(��������Ո��ԃ�ͷ�)
|
|||
|
ʹ�÷���: ʯӢ����W�������������Ӳ�����֮��Ч��ĥ �S����W�����ں��ա���늡����g���g�Լ����ܹ��̵��I��ďV�����ã�����W�����ļӹ�Ч�ʺͼӹ��|����Ҫ��Խ��Խ�ߡ���ĥ��ɰ݆���Ԍ��F(xi��n)��W�����ľ���ĥ�������ӹ�Ч�ʵ͡������l��������ĥ��ɰ݆���мӹ�Ч�ʸߡ���ĥ�p�ă�(y��u)�c����ɰ݆���У�ͨ�^�{���ی��Y���ó����ϵı���ģ�ͣ�����(j��)ƽ��ĥ������еķ������Ĝy�������ĥ�����Ľ�ģ��ͨ�^����Y�������ó�����ͬĥ������(sh��)�£���ĥ��ɰ݆ĥ���r����W������ɵđ����p��ҪС�ڼ�ĥ��ɰ݆����ˏĚ��������Ƕȷ�������ĥ��ɰ݆ĥ����������ӓp����С�����m�����ڹ�W����ĥ���ӹ��� ��ɰ݆����Mһ�����^��ĥ���c��ĥ��ɰ݆��ĥ��Ч�ʼ��ӹ��|�����քeʹ�ô������僽���ʯɰ݆�������Ș�֬�Y�τ������ٽY�τ�����ʯɰ݆��BK7�����M��ƽ��ĥ����ͨ�^�z�yĥ���ӹ�ǰ���B(t��i)��ɰ݆݆�����`��ó�ɰ݆ĥ�p�����M��Ӌ�����Nɰ݆��ĥ���ȡ����⣬���������Nɰ݆���քe�ں����Ĺ�ˇ����(sh��)��ĥ����W�����������ӹ������|�����䁆��ӓp���M�Йz�y���������Y����������ĥ��ɰ݆�܌��F(xi��n)���ߵļӹ�����❍�ȣ���ĥ����ֵ����10������ĥ��ɰ݆ĥ����W��������ֲڶ�Ra��20nm������ӓp����ȵ���3��m��ͬ�r�ڝM�㾫��ĥ����ǰ���£�ĥ���ȸ��_230��
|
||||

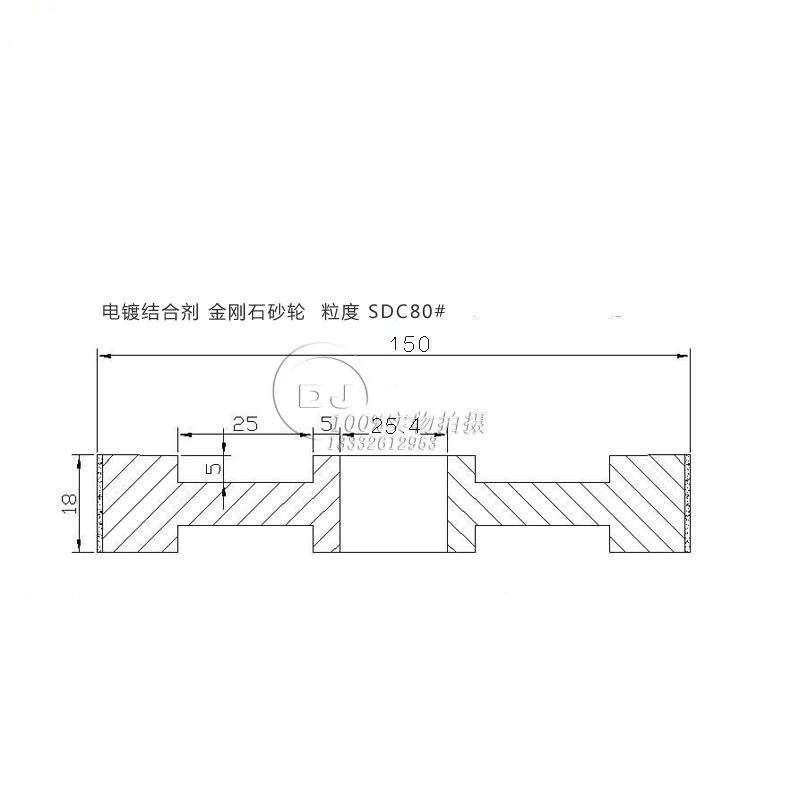
14A1U-150D*18T*25.4H SDC80P





































 ��վ֩���ģ�壺
����|
��˼��|
������|
��Ӣ��|
Ӣ����|
��ƽ��|
������|
������|
������|
�ֻ�|
��ɽ��|
��Ӣ��|
������|
������|
�Ϻ���|
������|
������|
ɽ����|
����|
������|
����|
��Ӫ��|
������|
������|
������|
������|
��ɽ��|
������|
������|
������|
������|
������|
������|
����|
�����|
��ɽ��|
������|
�찲��|
������|
�Ϲ���|
̨����|
��վ֩���ģ�壺
����|
��˼��|
������|
��Ӣ��|
Ӣ����|
��ƽ��|
������|
������|
������|
�ֻ�|
��ɽ��|
��Ӣ��|
������|
������|
�Ϻ���|
������|
������|
ɽ����|
����|
������|
����|
��Ӫ��|
������|
������|
������|
������|
��ɽ��|
������|
������|
������|
������|
������|
������|
����|
�����|
��ɽ��|
������|
�찲��|
������|
�Ϲ���|
̨����|
