������Q���|ݸ�Ж|�ǖ|��ĥ�߽��I��
ϵ�ˣ��������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺dongjuyanmo@126.com
ϵ��ַ��113.82684232244623,22.995426921082746
�]����
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

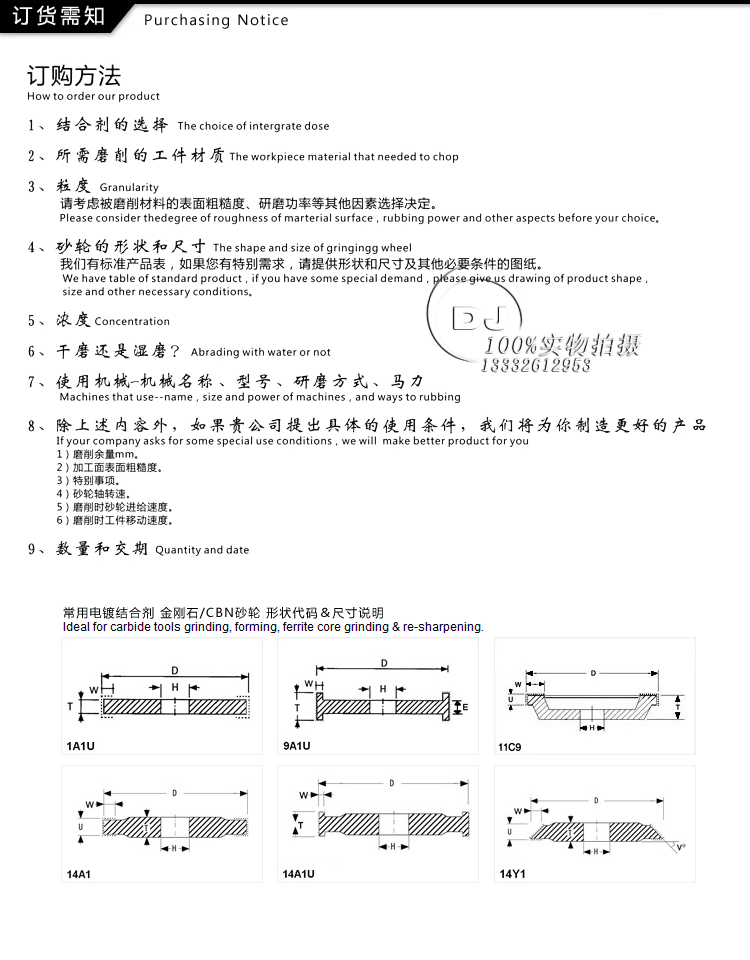
�˽��僽���ʯɰ݆֮ǰ���҂��ȁ����ºΞ��僣��@���������僽���ʯ��ˇ�н���ɰ��
��ɰ�����·�����
1.��ɰ�����m��С�����εĹ���������ĥ�^�����@�ȣ������nj��������w��僲�λ�^������僲�λ����ɰ�У���ֱ���ã����^�������һ����e�ģ����^��ԓ���ϣ��Ա���^��λҲ����Ͻ���ʯ��߀Ҫע��ɰ�Ӳ�Ҫ̫���Ա��Һ����ѭ�h��
2.��ɰ��������僱��泯�������Һ�У���С����Һ�܌�ɰ�������棬Ҫ���ñ��������һ��1-2�����ɣ�����Lj@���ֻһ���棬�t����һ������D��һ���Ƕ��^�m��ɰ��
3.��ɰ�������H���@����һ�N��ɰ�������nj�ɰ�ȷ��M僲��У�Ȼ�����������������Mȥ��ɰ��Ȼ�������䵽��僵ı����ϣ�Ҳ���ù������픇�裬�����Ƅӣ�����ɰ�ӣ�Ȼ��ֹͣ���ӣ�ƽ�Ź�����ɰ�������������档�˽����僵�ԭ���������҂����v����ɰ݆�Ę��ɣ�
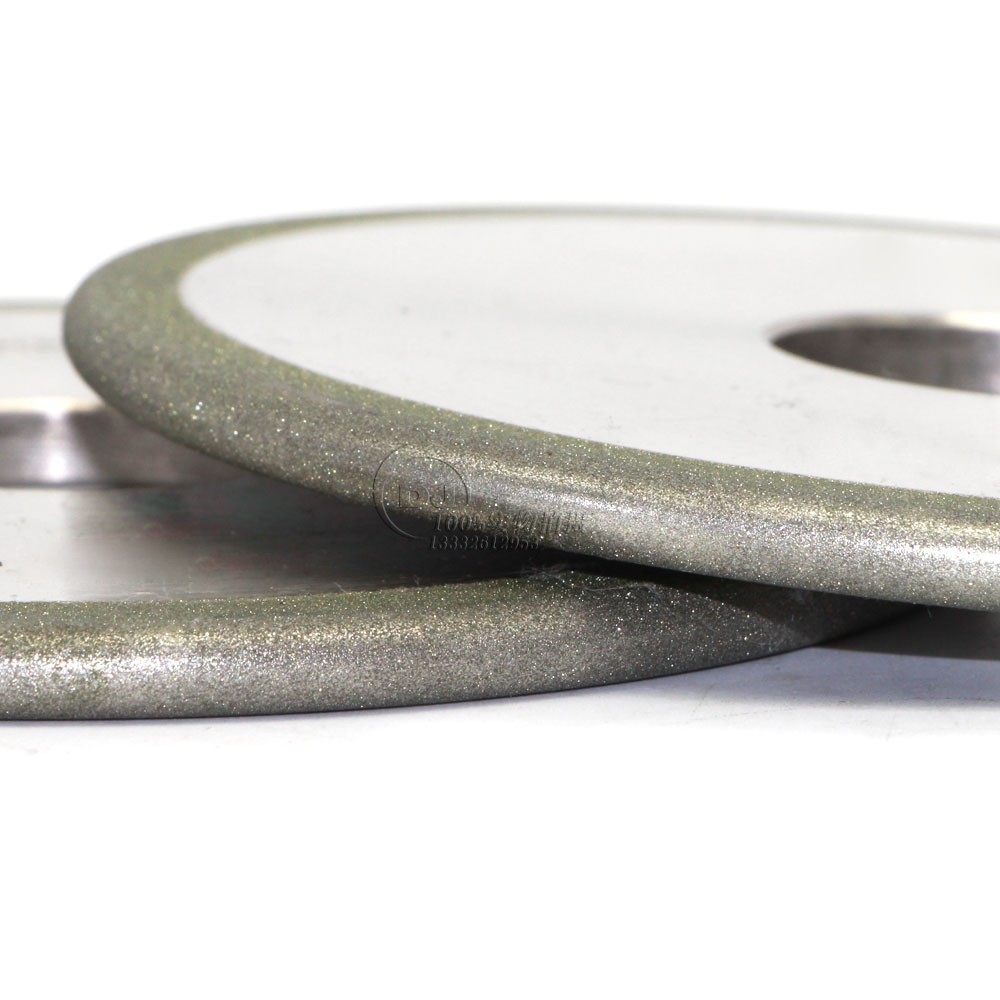
�僽���ʯR��ɰ݆����늻��W������������ʯɰ݆.ɰ݆�����Ӻ��н���ʯĥ��������ʯĥ�ϱ����ٽY�τ�ճ�Y�ڻ��w�ϡ����ȳ��e���ٽY�τ��ĺ�Ȟ����ʯĥ���߶ȵ�20%����ɰ����Ȼ���^�m�ý��ٽY�τ��ѽ���ʯĥ��ճ�Y��������ȼs��ĥ���߶ȵ�2/3����������ʯ����ɰ݆��ĥ���������ý���ʯɰ݆��
�僎���ɰ݆���c
���價�ˇ���Σ�Ͷ�Y�٣����췽�㣻
�ڟo��������ʹ�÷��㣻
�� �ΌӽY���Q�����������_���ܸ߹����ٶȣ��F�����Ѹ��_250��300m/s��
�� ƽ�Ў�������ʯɰ݆�mȻֻ�ІΌӽ���ʯ����������������
���ھ���Ҫ���^�ߝL݆ɰ݆�������췽����
�������@Щ���ݣ���ɰ݆���١�������ĥ��ռ�����o�ɠ��h������λ���僽���ʯɰ݆��ȱ�ݣ�僌ӽ����c���w��ĥ�ϽY�����ϲ������ι̻��Wұ��Y�ϣ�ĥ�ό��H��ֻ���Cе�����Ƕ僌ӽ��٣�����ѳ���С������ʯ�w��ؓ���^�ظ�Чĥ����Ó��(��僌ӳ�Ƭ����)���������wʧЧ�������Ӱѳ����ͱ������僌Ӻ�ȣ���Y��ĥ����¶�߶���м���g�pС��ɰ݆���װl��������ɢ��Ч��������������װl�ڡ�

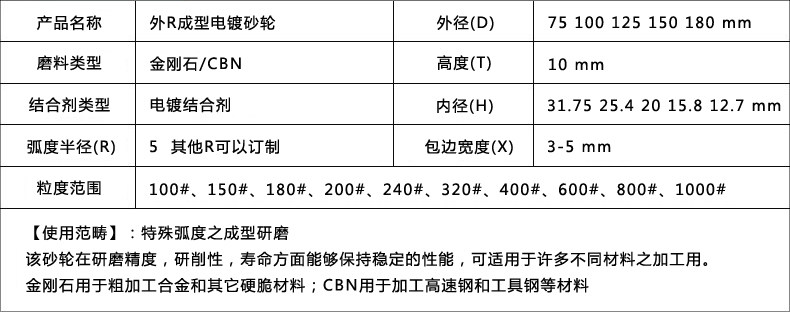

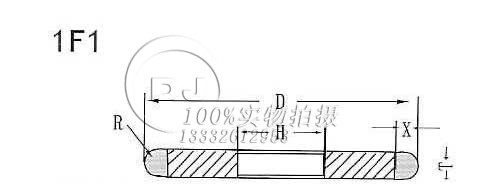
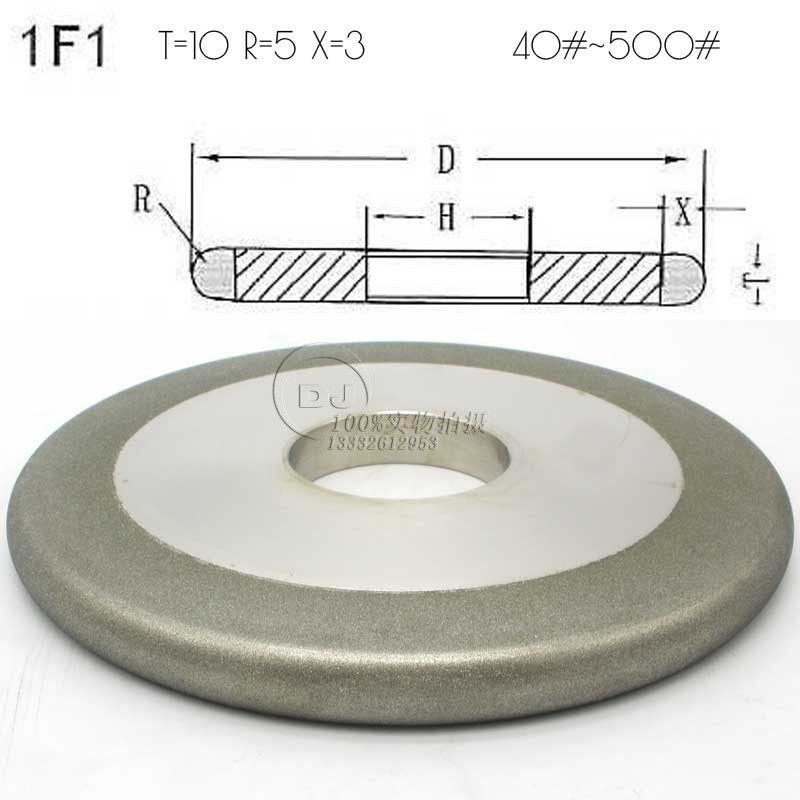
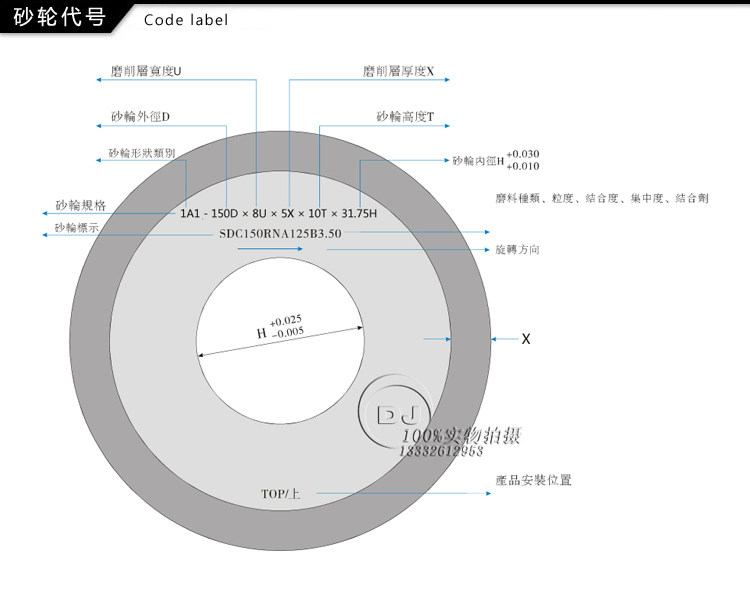
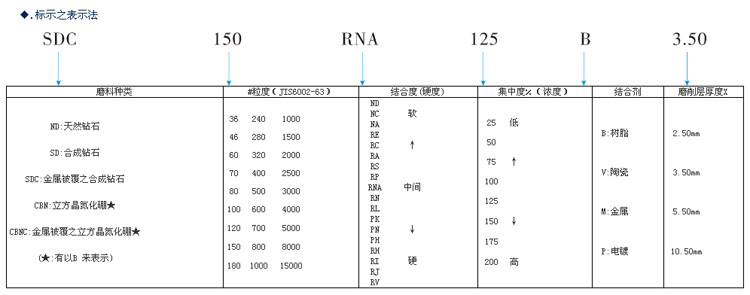
1F1-100D*10T*22H*5R*3X SDC150P
�|ݸ���ͽ���ʯ�S�� �僽���ʯR��ɰ݆ ƽ�Ў�������ʯɰ݆ R1/R2/R3/R4/R5��ӆ��