
�_�����ߛ_�����͝L���� ֱ�ӛ_���Ƀ�(n��i)�����ķ��˷����I����")
������Q���o�a���տƼ�����˾
(li��n)ϵ�ˣ�ꐵ���С�㣩
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺cd@hope-tec.cn
(li��n)ϵ��ַ���V��·555̖���a��Bȹ��206
�]����214000
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
SAVANT���D(zhu��n)�_������
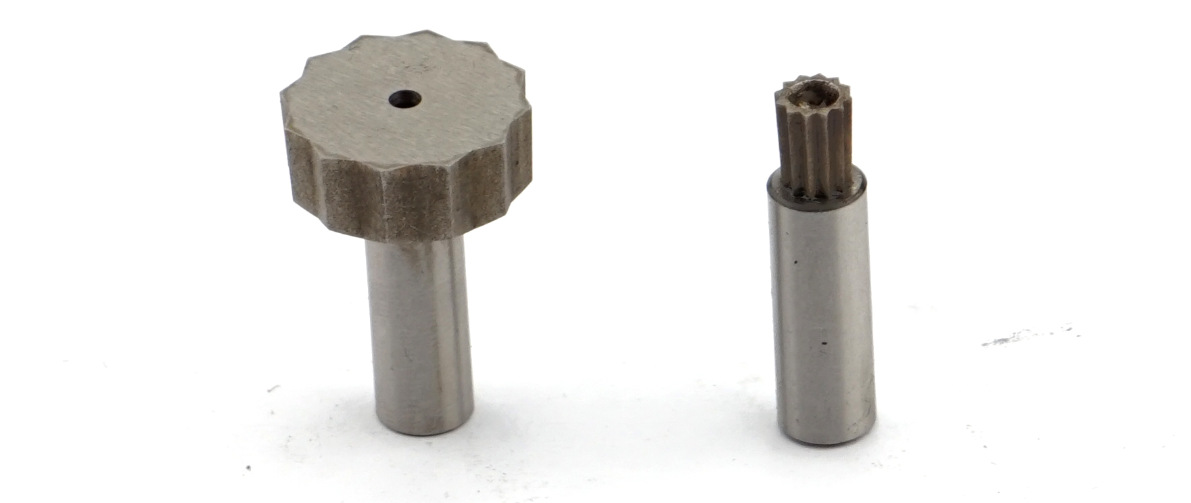
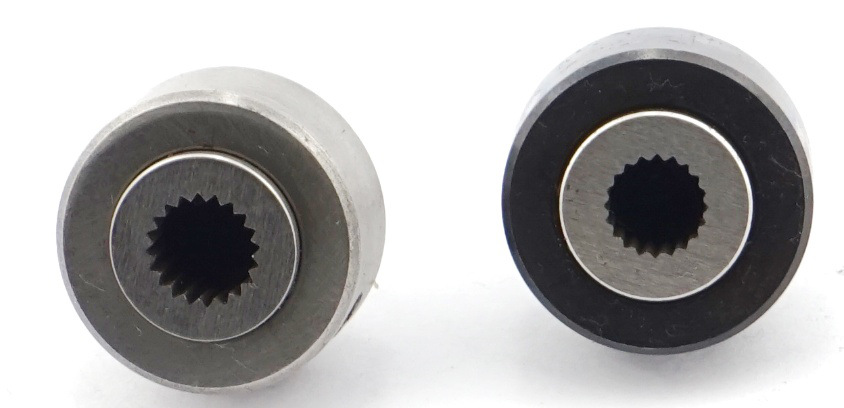
����߅�ă�(n��i)���Ǽӹ�
���D(zhu��n)�_�����ߣ���һ�N�������εĮ��οӹ����ߣ��m��һ��܇����CNC�Ԅ�܇�����ӹ����ġ��@�����O(sh��)�䣬�ɼӹ�ä�ס�ͨ�ס���Ҏ(gu��)�t��Ҏ(gu��)�t�Ķ�߅�Σ����˼ӹ��˜ʵ����ǡ������ף�Ҳ�ɶ������Ρ����I�������Πֻ����Q���^���ɡ�
18168867143 ��ǰԃ�r

��(n��i)���ǡ���(n��i)�ķ�����(n��i)���I����܇/�@������
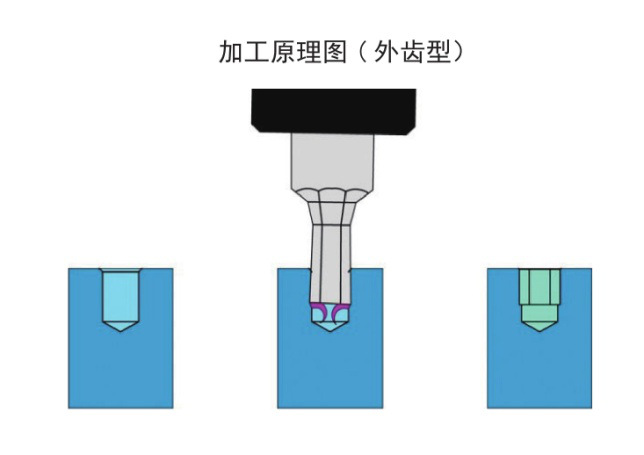
����ӹ����������D�������ǣ�

�a(ch��n)Ʒ���ܼ����c��
1.�o������_�^��늘O�ȹ��b���p�ٳɱ�
2.܇��һ���ӹ����p�ٹ����c�ӹ��r�g
3.�|(zh��)����(w��n)����Ч����ߡ�ͨ���ԏ���
4.ʹ��ԓ���ߣ��ɸ���(j��)�Ñ�����Ҫ�ܷ���ؼӹ�����(n��i)�ķ�����(n��i)�����ȶ�߅��(n��i)�ף�ֻ��Ҫ��(sh��)�����ɡ�
5.�m����Ӳ�Ȟ�ӹ�����Ӳ��HRC30�����¸��������ļӹ�
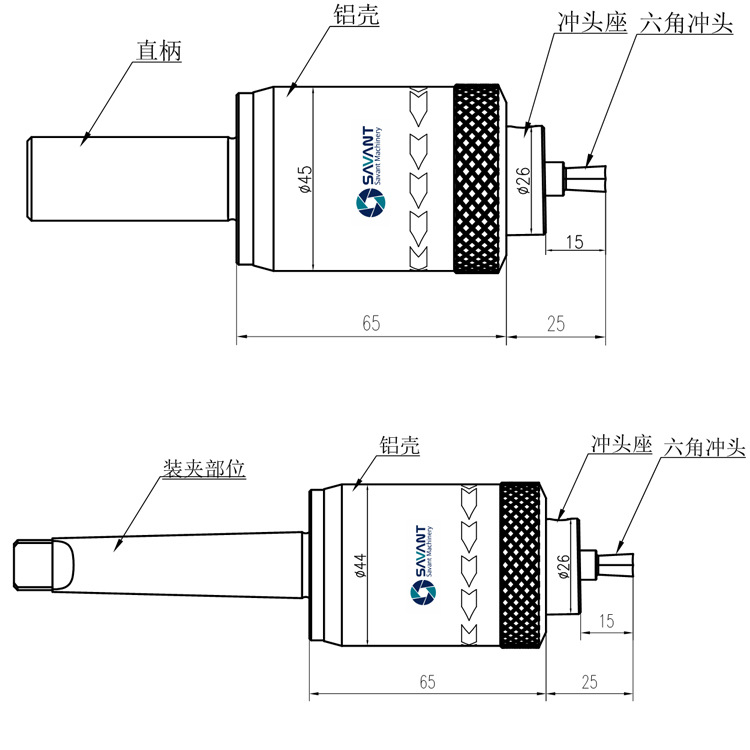
���D(zhu��n)�_���w��̖ʾ�⣺SV-ROP-08-MTA2 ��Īʽ��̖�ӱ����w������ģʽ���F(xi��n)؛����(y��ng)��
SV-ROP-08-ZB20 ��ֱ��20�ӱ����w������ֱ���F(xi��n)؛����(y��ng)��
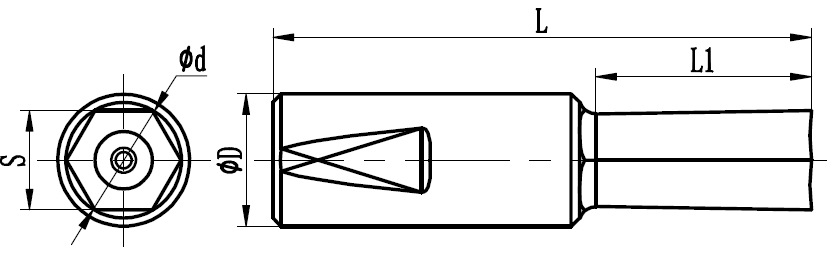
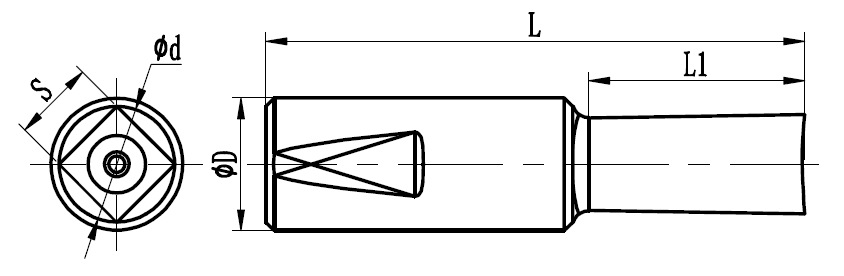
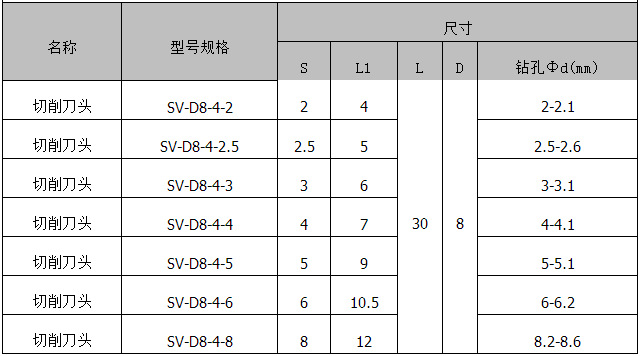
���D(zhu��n)�_�������w�ߴ�D��
���D(zhu��n)�_�����^�����ǣ�

�D(zhu��n)�٣�300-2000r/min �M�o����0.02-0.1mm/r ������(j��)��ͬ���υ���(sh��)������(y��ng)�{(di��o)����
���D(zhu��n)�_�����^���ķ���
�D(zhu��n)�٣�300-2000r/min �M�o����0.02-0.1mm/r ������(j��)��ͬ���υ���(sh��)������(y��ng)�{(di��o)����

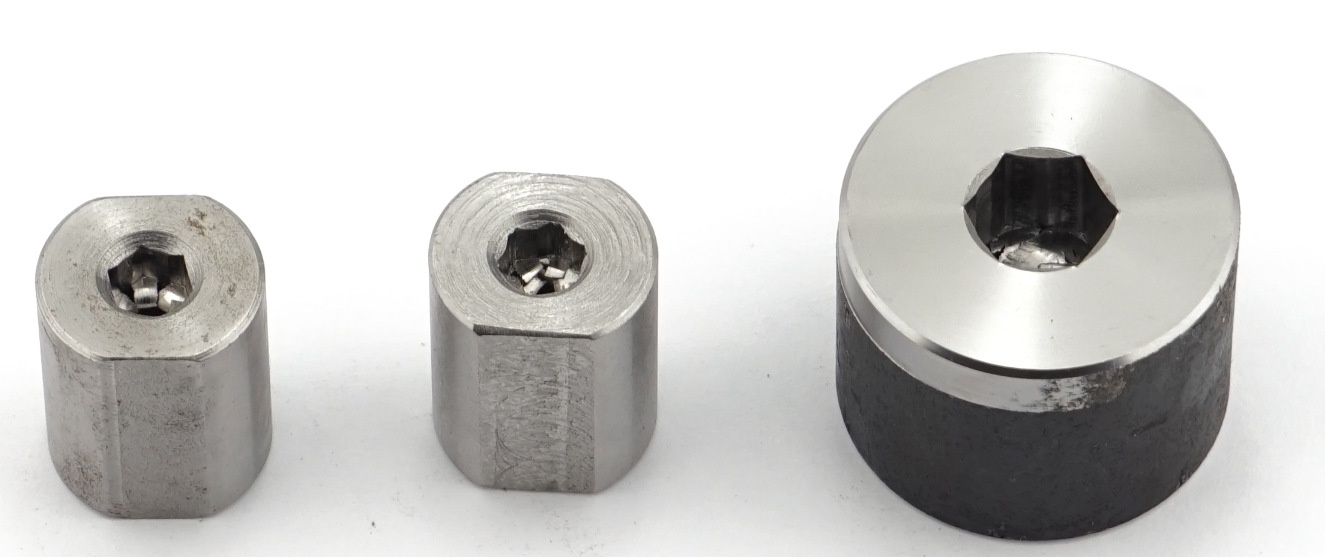
��������(n��i)���߅�μ���(n��i)�⻨�I�ɽ��ܶ��ơ�
ʹ�÷���
��һ��ע�����
1.�x����m�Ĺ��ߣ��������b�A���O(sh��)���β�������S�ϡ�
2.��ӹ����ȣ��ʹ���߹����S�������Ǻϡ�
3.�����߹����r�g�����ǹ������D(zhu��n)��Ҳ������������D(zhu��n)�����S���D(zhu��n)��
4.����߹���ʹ�É����������rՈ����sҺ����������s��
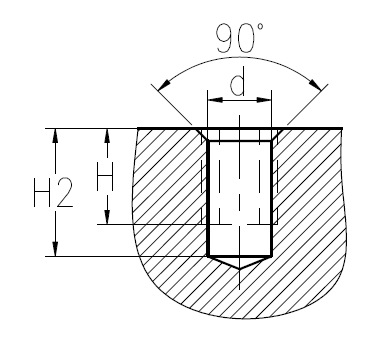
�������_��ǰ�ӹ��ߴ�
1.�@��ֱ��D�ݵ��Ќ�߅�����(n��i)�ЈA���ߴ硣
2.�ڵ���90�ȣ��ҵ��ǿ�ֱ�����ڵ��Ќ�߅������(d��o)�����á�
3.�@�����H2��1.5���_����Ч��ȣ�H����
���������]��������(sh��)
1.�D(zhu��n)�٣�300-2000�D(zhu��n)�֣����D(zhu��n)�_�����ߵ�ԭ�����S����ʹ�ã����ڸ���ʹ�Õr��(y��ng)ԓע�⣨��ӹ����ģ������߹��������|�rʹ���^���D(zhu��n)�ٻ��oֹ?f��n)�B(t��i)��ʹ�_�^�������|������ֱ��?j��ng)_�^�����M�빤����B(t��i)�r�����D(zhu��n)�١�
2.�M�o����0.02-0.1mm/�D(zhu��n)���X�~���M�o�����m��(d��ng)�Ӵ�2-3����
3.�_����ȣ���1.5�����Ќ�߅����
�a(ch��n)Ʒ����(ji��)�D��



























