ĘĮ╣▄«a(ch©Żn)ŲĘŻ║ ĘĮ╣▄15*15-400*400 ,Šžą╬╣▄10*20-400*500×ķų„ĪŻīŻśI(y©©)╔·«a(ch©Żn)ĘĮ╣▄ĪóŠžą╬╣▄ĪóŠžą╬ĘĮ╣▄Īó¤o(w©▓)┐pĘĮ╣▄Īó¤o(w©▓)┐pĘĮ╣▄ĪóĘĮõō╣▄ĪóÕāõ\ĘĮ╣▄Īó║Ė╣▄ĘĮ╣▄ĪóŠžą═╣▄ĪóõōĘĮ╣▄ĪóĘĮŠž╣▄Īó¤ßÕāõ\ĘĮ╣▄ĪóĄ═║ŽĮĘĮ╣▄ĪóQ345BĘĮ╣▄ĪóQ345DĘĮą═õō╣▄ĪóĘĮ╣▄Šžą╬╣▄ĪóĘĮŠžą═╣▄ĪóĘĮ╣▄Šžą╬╣▄ĪóĘŪś╦(bi©Īo)ĘĮ╣▄Īóć°(gu©«)ś╦(bi©Īo)ĘĮ╣▄Ą╚õō╣▄ą═õōŻ╗Õāõ\ĘųÅS▀ĆīŻśI(y©©)╔·«a(ch©Żn)╝ė╣ż¤ßÕāõ\ĘĮ╣▄Īó¤ßÕāõ\Šžą╬╣▄Īó¤ßÕāõ\ĘĮŠž╣▄Īó¤ßÕāõ\¤o(w©▓)┐pĘĮ╣▄Īó¤ßÕāõ\║ĖĮėĘĮ╣▄Ą╚õōĮY(ji©”)śŗ(g©░u)▓─┴ŽĪŻĮø(j©®ng)▀^(gu©░)Į³Äū─ĻĄ─┼¼┴”═žš╣Ż¼╣½╦Šęč░l(f©Ī)š╣×ķ╝»╔·«a(ch©Żn)╝ė╣żĪó╬’┴„┼õ╦═ĪóõN╩█ė┌ę╗¾wĄ─Ų¾śI(y©©)ĪŻ
Ė╔ö_│╠Č╚├„’@ĮĄĄ═ĪŻ╚ńŠĆįļ┬Ģ▓óĘŪüĒ(l©ói)ūįė┌žō(f©┤)▌dŻ¼Č°╩Ūį┤ė┌ļŖŠW(w©Żng)▌ö╚ļŻ¼ät┐╔īó×V▓©Ų„Įėė┌▀M(j©¼n)ŠĆé╚(c©©)RĪóSĪóTČ╦ĪŻ─│ą®ł÷(ch©Żng)║Žė╔ė┌¤o(w©▓)Ę©═Ļ╚½Ž¹│²Ė╔ö_Ż¼┐╔į┌▄ø╝■ųąį÷╝ė│╠ą“Ż¼ŲõįŁät×ķĮĄĄ═╦∙╩▄Ė╔ö_öĄ(sh©┤)ō■(j©┤)Ą─ņ`├¶Č╚Ż¼═©▀^(gu©░)Č©Ģr(sh©¬)ŲĮŠ∙▀\(y©┤n)╦ŃŻ¼╩╣ų«ŽÓī”(du©¼)▀tŌgŻ¼▓╗ęū▓©äė(d©░ng)ĪŻ«ö(d©Īng)╚╗Ż¼╦³āH▀m║Žį┌īŹ(sh©¬)Ģr(sh©¬)ę¬Ū¾▓╗Ė▀Ą─ł÷(ch©Żng)║ŽĪŻęį╔Ž╦∙╔µ╝░«a(ch©Żn)ŲĘ╣”─▄▓ó╝╝ąg(sh©┤)öĄ(sh©┤)ō■(j©┤)āHęį╚²┴Ō«a(ch©Żn)ŲĘ×ķģ󚚯¼ŽÓĻP(gu©Īn)ā╚(n©©i)╚▌ę▓ų╗╩Ū▒Š╚╦į┌ęį═∙╣żū„ųąĄ─ę╗ą®¾wĢ■(hu©¼)Ż¼▀@ą®¼F(xi©żn)Ž¾Ą─«a(ch©Żn)╔·▀h(yu©Żn)▀h(yu©Żn)│¼įĮ─│éĆ(g©©)ŲĘ┼Ų«a(ch©Żn)ŲĘĄ─ĘČć·ĪŻĶbė┌Ė╔ö_¼F(xi©żn)Ž¾Ą─Å═(f©┤)ļsąį┼c▓╗┤_Č©ąį╝░¼F(xi©żn)ł÷(ch©Żng)Įø(j©®ng)“×(y©żn)Ą╚įŁę“Ż¼ėąą®šJ(r©©n)ūR(sh©¬)▓ó▓╗ĪŻ
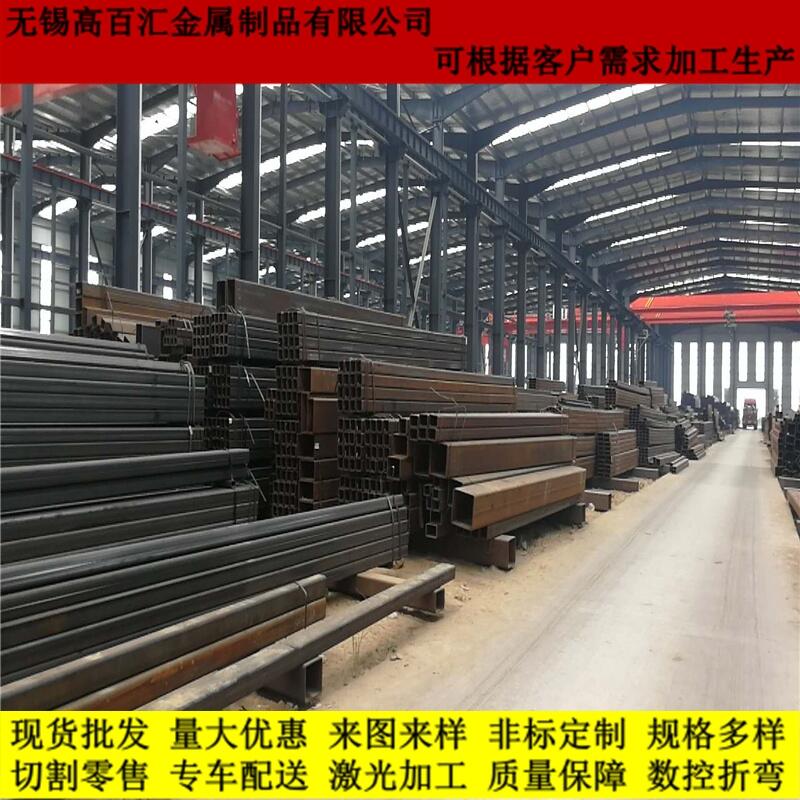
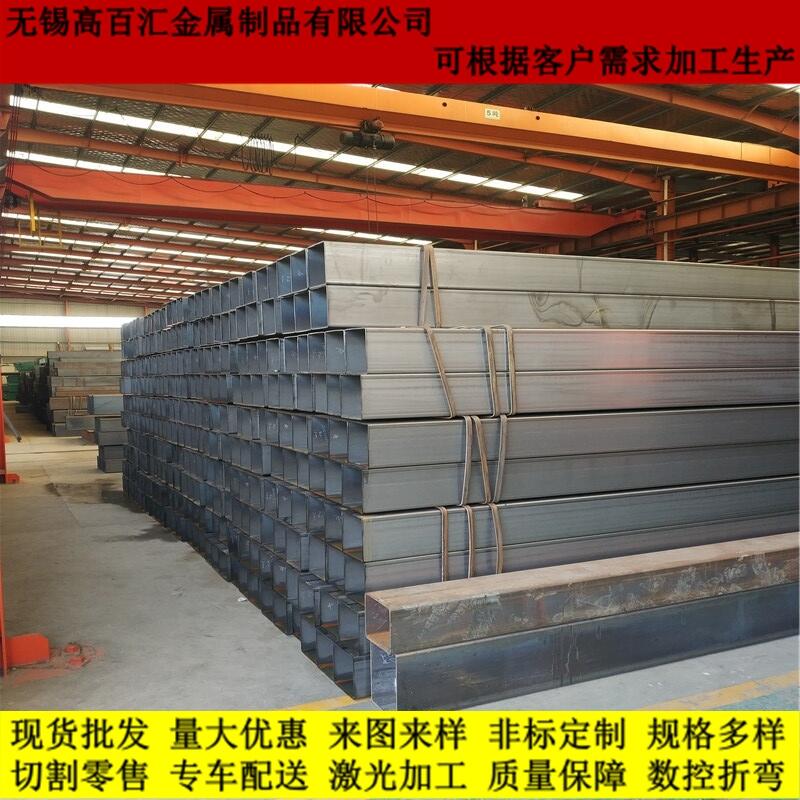
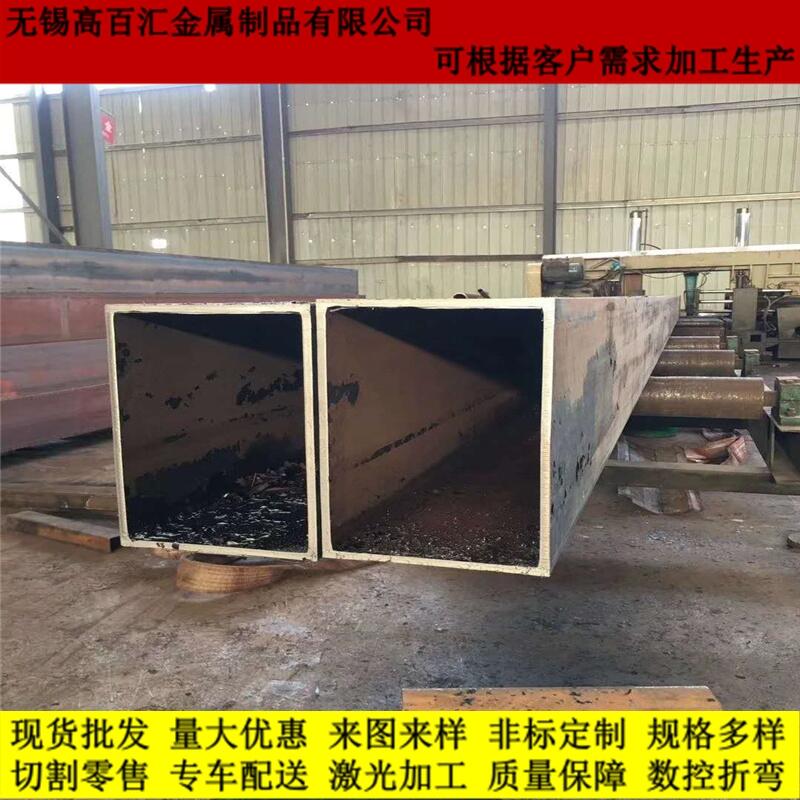
ĪĪ¤o(w©▓)ÕaęµĮ▌õōśI(y©©)ėąŽ▐╣½╦ŠõN╩█Ą─ĘĮ╣▄ĪóĄ═║ŽĮĘĮ╣▄ĪóĄ═║ŽĮŠžą╬╣▄Īó║±▒┌ĘĮ╣▄Īó┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄Īó¤o(w©▓)┐pĘĮŠž╣▄ĪóąĪ┐┌ÅĮ¤o(w©▓)┐pĘĮŠž╣▄Īó╠ņĮ“¤o(w©▓)┐pĘĮ╣▄ĪóQ345BĘĮ╣▄Īó▓╗õPõōĘĮ╣▄Īó┤¾┐┌ÅĮĘĮ╣▄ĪŻķ_▒┘ą┬Ą─śI(y©©)äš(w©┤)ŲĘĘNŻ¼═žīÆą┬Ą─Įø(j©®ng)ĀI(y©¬ng)Ū■Ą└Ż¼═¼Ģr(sh©¬)ĮMĮ©┴╦īŻśI(y©©)Ą─╬’┴„┼õ╦═ųąą─ęįØMūŃ┐═æ¶ī”(du©¼)õō▓─┼õ╦═╝»╝są═Ą─ę¬Ū¾ĪŻ×ķ╣½╦ŠĄ─ąĶŪ¾╔╠╠ß╣®┴╦ę╗éĆ(g©©)ĘĆ(w©¦n)Č©Īóā×(y©Łu)┘|(zh©¼)Īó║Ž└ĒĄ─╣®žø═ŠÅĮŻĪ
ė╔ė┌╝ė╣żĘ█─®Įī┘╚▌ęū«a(ch©Żn)╔·į┌╝ė╣ż▒Ē├µ«a(ch©Żn)╔·ąĪ┐ūŻ¼ČÓöĄ(sh©┤)┴Ń╝■ąĶę¬┴ó╝┤Į■╚ļĄĮė═ųąęįĘ└ų╣č§╗»ĪŻį┌─│ą®ŪķørŽ┬Ż¼▄ćķgį┌╝ė╣żŲ┌ķg╩╣ė├║Ž│╔└õģsę║ĪŻę╗ĘNŪķør╩ŪąĶę¬Ė▀ē║▓┘ū„╚ńÆü╣ŌüĒ(l©ói)į÷╝ėĻP(gu©Īn)µI╠žš„Ą─▒Ē├µ╣ŌØŹČ╚ĪŻ┴Ēę╗ĘNŪķør╩Ū┐┤╩Ūʱ┤µį┌Ė▀▓─┴ŽŪąŽ„┬╩Ż¼▀@Ģr(sh©¬)┤¾┴┐¤ß┴┐Ģ■(hu©¼)▒╗▐D(zhu©Żn)ęŲĄĮ┴Ń╝■ųąĪŻĄ¬└õģsę║┐╔─▄╩Ū┴Ēę╗ĘN┐╔ąąĄ─▀xō±Ż¼▄ćķg─┐Ū░š²į┌Öz▓ķ▀@ą®ŽĄĮy(t©»ng)ĪŻūóęŌŲ½ų├GerlachŽ╚╔·│ąšJ(r©©n)▄ćķg╚ń║╬ī”(du©¼)ą┬░▓čbĄ─ĄČŠ▀▀M(j©¼n)ąąŲ½ų├ø](m©”i)ėą╩▓├┤Ųµ╠žų«╠ÄĪŻ▓┘ū„åT░▓čbĄČŠ▀Ż¼Ė∙ō■(j©┤)╝┘įO(sh©©)Ą─ŪąŽ„╔ŅČ╚╔į╬ó║¾═╦ę╗³c(di©Żn)Ż¼╝ė╣ż┴Ń╝■Ż¼£y(c©©)┴┐┴Ń╝■╚╗║¾░┤ššŽ╚Ū░Ą─ŪąŽ„┼cęÄ(gu©®)Č©ųĄŽÓ▓ŅĄ─┴┐Ž“Ū░š{(di©żo)╣Ø(ji©”)ĄČŠ▀Ų½ų├ĪŻ
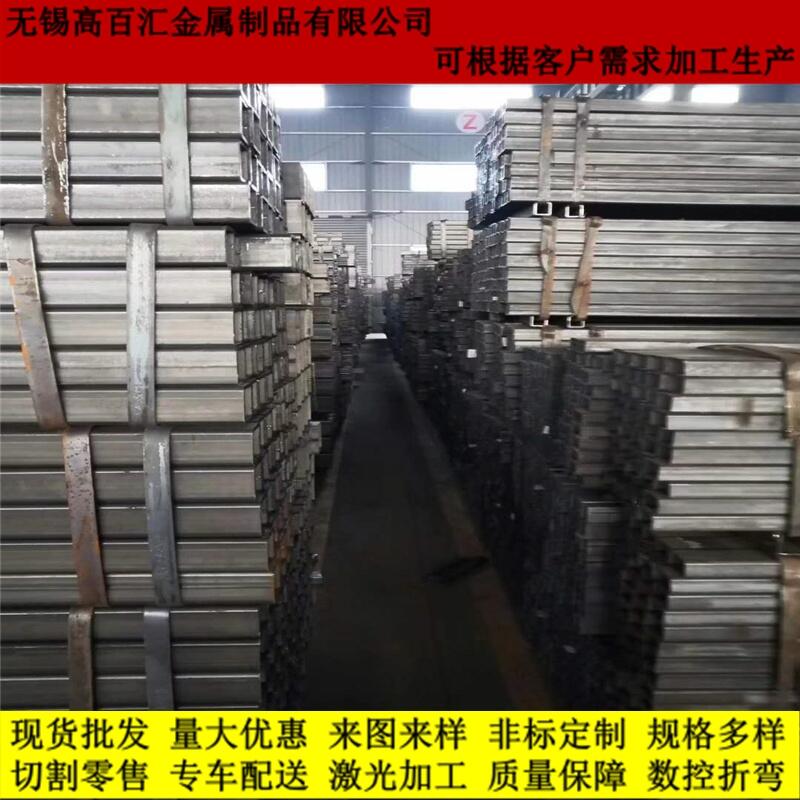

¤o(w©▓)ÕaęµĮ▌õōśI(y©©)ėąŽ▐╣½╦Š┐╔×ķ┐═æ¶ŅA(y©┤)ėåķL(zh©Żng)Č╚12500mmŻ¼ų▒ÅĮ”Ą245Ī¬”Ą2600mmĄ─Ż¼▒┌║±100mmęįŽ┬Ą─Ė„ĘN▓─┘|(zh©¼)ĘĮ╣▄Ż╗Įž├µ200mm*200mmęį╔ŽŻ¼║±Č╚100mmęįŽ┬Ą─┤¾┐┌ÅĮĘĮ╣▄Ż╗15Ī┴15mmĪ½400Ī┴400mm ,▒┌║±0.8Ī½16mmĄ─16MnĘĮ╣▄ĪŻ
ĪĪĪĪ╣½╦Š╦∙╩█║±▒┌ĘĮ╣▄▓─┘|(zh©¼)░³└©Ż║Q195ĪóQ215ĪóQ235ĪóQ345ĪóQ345BĪóQ345CĪóQ345DĪóQ345EĪóst37-2Īóss400Īóst52-3Īó16MnĪóJ55Īó20ŻŻĪóSM490AĪóSM520AĪóASTM A106 GR.BĄ╚Ż╗Ųš╠╝õōĪóā×(y©Łu)┘|(zh©¼)õōĪó║ŽĮõōĪŻ«a(ch©Żn)ŲĘł╠(zh©¬)ąąŻ║GBŻ»T6725-2002Ż¼GBŻ»T6728-2002Ż¼GBŻ»T3094-2000Ż¼LW/T02-2004Ż¼DIN59410Ż¼JISG3466-88Ż¼EN10210Ą╚ś╦(bi©Īo)£╩(zh©│n)ŻĪ
┴ū╗»─ż▒Š╔ĒŠ═Š▀ėą┴╝║├Ą─ļŖĮ^ŠēąįŻ¼┐╔ėąą¦į┌õōĮz▒Ē├µą╬│╔╬óļŖ│žŻ╗┴ū╗»─ż┼cØÖ(r©┤n)╗¼ų¼Ą─╣▓═¼ū„ė├Ż¼┐╔ęį┤¾Ę∙Č╚╠ßĖ▀õōĮzķgĄ─ØÖ(r©┤n)╗¼ą¦╣¹║═õōĮzĄ──═Ė»╬gĘ└č§╗»─▄┴”ĪŻ┴ū╗»═┐īėõōĮz└KīŻ└¹╝╝ąg(sh©┤)Ż¼╩ŪīóųŲ└KõōĮz┴ū╗»╠Ä└Ē▓óīó─żųž┐žųŲį┌3g/m2~60g/m2ų«ķgŻ¼░³└©╠╝╦žõōĮzĪó║ŽĮõōĮzĪóÕāõ\ĪóÕāõXĪóõ\õX║ŽĮÕāīėĄ─õōĮzĄ╚ĪŻŠ▀¾wĄ─┴ū╗»õōĮz└K╔·«a(ch©Żn)┴„│╠░³└©ųŲ└KõōĮzĪó┴ū╗»╠Ä└ĒĪó£y(c©©)Č©┴ū╗»─ż─żųžĪó─Ē╣╔╗“õōąŠĪó─ĒųŲõōĮz└K5éĆ(g©©)Łh(hu©ón)╣Ø(ji©”)ĪŻī”(du©¼)ė┌ē║īŹ(sh©¬)ŅÉõōĮz└KŻ¼į┌╔Ž╩÷┴„│╠╗∙ĄA(ch©│)╔Ž─Ē╣╔Ż©║Ž└KŻ®═Ļ│╔║¾▀M(j©¼n)ąąėąę╗Č©£p├µ┬╩Ą─ē║┐sūāą╬Ż¼ē║īŹ(sh©¬)║¾╣╔╗“└KĄ─├▄Č╚ŽĄöĄ(sh©┤)į÷┤¾Ż¼õō└KŲŲöÓ└Ł┴”▒╚╬┤Įø(j©®ng)ē║īŹ(sh©¬)Ą─õō└Kėąę╗Č©Ę∙Č╚Ą─į÷╝ėĪŻ