ĘĮ╣▄«a(ch©Żn)ŲĘŻ║ ĘĮ╣▄15*15-400*400 ,Šžą╬╣▄10*20-400*500×ķų„ĪŻīŻśI(y©©)╔·«a(ch©Żn)ĘĮ╣▄ĪóŠžą╬╣▄ĪóŠžą╬ĘĮ╣▄Īó¤o(w©▓)┐pĘĮ╣▄Īó¤o(w©▓)┐pĘĮ╣▄ĪóĘĮõō╣▄ĪóÕāõ\ĘĮ╣▄Īó║Ė╣▄ĘĮ╣▄ĪóŠžą═╣▄ĪóõōĘĮ╣▄ĪóĘĮŠž╣▄Īó¤ßÕāõ\ĘĮ╣▄ĪóĄ═║ŽĮĘĮ╣▄ĪóQ345BĘĮ╣▄ĪóQ345DĘĮą═õō╣▄ĪóĘĮ╣▄Šžą╬╣▄ĪóĘĮŠžą═╣▄ĪóĘĮ╣▄Šžą╬╣▄ĪóĘŪś╦(bi©Īo)ĘĮ╣▄Īóć°(gu©«)ś╦(bi©Īo)ĘĮ╣▄Ą╚õō╣▄ą═õōŻ╗Õāõ\ĘųÅS▀ĆīŻśI(y©©)╔·«a(ch©Żn)╝ė╣ż¤ßÕāõ\ĘĮ╣▄Īó¤ßÕāõ\Šžą╬╣▄Īó¤ßÕāõ\ĘĮŠž╣▄Īó¤ßÕāõ\¤o(w©▓)┐pĘĮ╣▄Īó¤ßÕāõ\║ĖĮėĘĮ╣▄Ą╚õōĮY(ji©”)śŗ(g©░u)▓─┴ŽĪŻĮø(j©®ng)▀^(gu©░)Į³Äū─ĻĄ─┼¼┴”═žš╣Ż¼╣½╦Šęč░l(f©Ī)š╣×ķ╝»╔·«a(ch©Żn)╝ė╣żĪó╬’┴„┼õ╦═ĪóõN╩█ė┌ę╗¾wĄ─Ų¾śI(y©©)ĪŻ
╠ū═▓┐╔ęį╩Ūų▒═©å╬ū∙ķyŻ¼ę▓┐╔ęį╩Ūļpū∙ķy╗“ĮŪą╬ķyĄ╚ĪŻ╠ū═▓ķyė├ķy╗\ā╚(n©©i)▒Ē├µī¦(d©Żo)Ž“Ż¼ė├ķy╗\╣Ø(ji©”)┴„ÄūØMūŃ╦∙ąĶ┴„┴┐╠žąįĪŻ╠ū═▓ķyĄ─╠ž³c(di©Żn)╚ńŽ┬ĪŻ╗\╩ĮķyĄ─ĮY(ji©”)śŗ(g©░u)Ż©╠ū═▓ķyŻ®1.░▓čbŠSūo(h©┤)ĘĮ▒ŃĪŻķyū∙═©▀^(gu©░)ķy╔wŠoē║į┌ķy¾w╔ŽŻ¼▓╗▓╔ė├┬▌╝y▀BĮėŻ¼░▓čb║═ŠSūo(h©┤)ĘĮ▒ŃĪŻ┴„┴┐╠žąįĖ³Ė─ĘĮ▒ŃĪŻ╠ū═▓ķyųą┴„¾wÅ─╠ū═▓Ž“═Ō┴„│÷Ż¼ĘQ×ķųąą─Ž“═Ō┴„Ž“Ż¼Ę┤ų«Ż¼ĘQ═Ō▓┐Ž“ųąą─┴„Ž“ĪŻ╩Ū═Ō▓┐Ž“ųąą─┴„Ž“Ą─ų▒═©╠ū═▓ķyĮY(ji©”)śŗ(g©░u)łDĪŻį┌╠ū═▓╔Žī”(du©¼)ĘQĄžĘų▓╝4╗“6éĆ(g©©)╣Ø(ji©”)┴„ķ_(k©Īi)┐ūŻ¼╣Ø(ji©”)┴„ķ_(k©Īi)┐ūą╬ĀŅ┼c╦∙ąĶ┴„┴┐╠žąįėąĻP(gu©Īn)Ż¼┐╔ĘĮ▒ŃĄžĖ³ōQ╠ū═▓(╣Ø(ji©”)┴„ķ_(k©Īi)Ą─ą╬ĀŅ)üĒ(l©ói)Ė─ūā┐žųŲķyĄ─┴„┴┐╠žąįĪŻ

ĪĪ¤o(w©▓)ÕaęµĮ▌õōśI(y©©)ėąŽ▐╣½╦ŠõN╩█Ą─ĘĮ╣▄ĪóĄ═║ŽĮĘĮ╣▄ĪóĄ═║ŽĮŠžą╬╣▄Īó║±▒┌ĘĮ╣▄Īó┤¾┐┌ÅĮ║±▒┌ĘĮ╣▄Īó¤o(w©▓)┐pĘĮŠž╣▄ĪóąĪ┐┌ÅĮ¤o(w©▓)┐pĘĮŠž╣▄Īó╠ņĮ“¤o(w©▓)┐pĘĮ╣▄ĪóQ345BĘĮ╣▄Īó▓╗õPõōĘĮ╣▄Īó┤¾┐┌ÅĮĘĮ╣▄ĪŻķ_(k©Īi)▒┘ą┬Ą─śI(y©©)äš(w©┤)ŲĘĘNŻ¼═žīÆą┬Ą─Įø(j©®ng)ĀI(y©¬ng)Ū■Ą└Ż¼═¼Ģr(sh©¬)ĮMĮ©┴╦īŻśI(y©©)Ą─╬’┴„┼õ╦═ųąą─ęįØMūŃ┐═æ¶ī”(du©¼)õō▓─┼õ╦═╝»╝są═Ą─ę¬Ū¾ĪŻ×ķ╣½╦ŠĄ─ąĶŪ¾╔╠╠ß╣®┴╦ę╗éĆ(g©©)ĘĆ(w©¦n)Č©Īóā×(y©Łu)┘|(zh©¼)Īó║Ž└ĒĄ─╣®žø═ŠÅĮŻĪ
▐D(zhu©Żn)ĄūĀt╝╝─▄ėąą¦Ąž╠Ä└Ē┴╦įōå¢(w©©n)Ņ}Ż¼╦³īóēm─Ó┼õ┴Ž║¾ų▒ĮėÅ═(f©┤)įŁŻ¼╔·│╔ų▒ĮėÅ═(f©┤)įŁĶFŻ¼▓óīóõ\ĪóŌcĪóŌøĄ╚į¬╦žęįĘ█ēmĄ─ĘĮ╩Į╩š╗žŻ¼╩╣ēm─ÓųąĄ─ėąār(ji©ż)Įī┘Ą├ĄĮ┴╦║▄║├Ą─╩š╗žŻ¼¼F(xi©żn)į┌ęčį┌ČÓ╝ęõōÅS▀\(y©┤n)ė├Ż¼īÜõōš┐ĮŁõōĶFĪó╚R╩ÅõōĶFĪó╚šššõōĶFĄ╚ć°(gu©«)ā╚(n©©i)õōÅSŠ∙ėąĮ©│╔═Č«a(ch©Żn)Ą─▐D(zhu©Żn)ĄūĀtŻ¼╚š▒Šą┬╚šĶFĪóĒnć°(gu©«)ŲųĒŚ(xi©żng)Ą╚ć°(gu©«)═ŌõōÅSę▓═Č«a(ch©Żn)╚¶Ė╔ū∙▐D(zhu©Żn)ĄūĀtĪŻ▒Š╬─ī”(du©¼)╠Ä└Ē║¼ĶFēm─ÓĄ─Ė„ĘN▐D(zhu©Żn)ĄūĀt╣ż╦ć║═õōÅSĄ─▀\(y©┤n)ė├ĀŅør▀M(j©¼n)ąąĮķĮBĪŻĄūĀt╣ż╦ćĖ┼┬į╝░╠ž╔½▒╚▌^▐D(zhu©Żn)ĄūĀtŻ©RHFŻ®╩Ū▐D(zhu©Żn)Ąū╩Į╝ė¤ßĀtŻ©RotaryHearthFurnacĄ─║å(ji©Żn)ĘQŻ¼╩ŪųĖĮø(j©®ng)▀^(gu©░)ĀtĄūØLäė(d©░ng)īó┼„┴Ž╦═▀M(j©¼n)Ą─╝ė¤ßĀtĪŻ


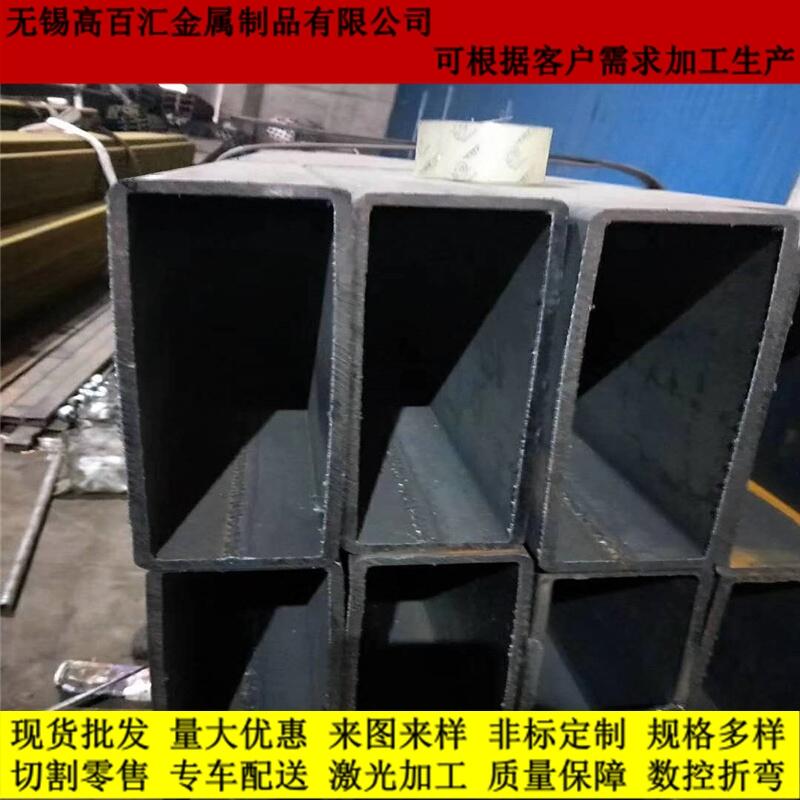
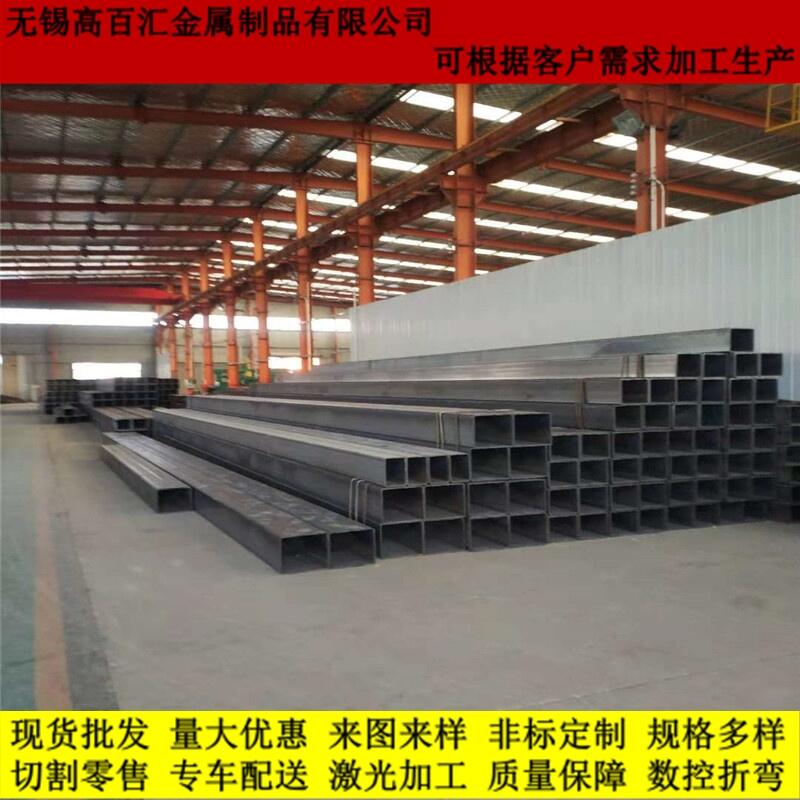
¤o(w©▓)ÕaęµĮ▌õōśI(y©©)ėąŽ▐╣½╦Š┐╔×ķ┐═æ¶ŅA(y©┤)ėåķL(zh©Żng)Č╚12500mmŻ¼ų▒ÅĮ”Ą245Ī¬”Ą2600mmĄ─Ż¼▒┌║±100mmęįŽ┬Ą─Ė„ĘN▓─┘|(zh©¼)ĘĮ╣▄Ż╗Įž├µ200mm*200mmęį╔ŽŻ¼║±Č╚100mmęįŽ┬Ą─┤¾┐┌ÅĮĘĮ╣▄Ż╗15Ī┴15mmĪ½400Ī┴400mm ,▒┌║±0.8Ī½16mmĄ─16MnĘĮ╣▄ĪŻ
ĪĪĪĪ╣½╦Š╦∙╩█║±▒┌ĘĮ╣▄▓─┘|(zh©¼)░³└©Ż║Q195ĪóQ215ĪóQ235ĪóQ345ĪóQ345BĪóQ345CĪóQ345DĪóQ345EĪóst37-2Īóss400Īóst52-3Īó16MnĪóJ55Īó20ŻŻĪóSM490AĪóSM520AĪóASTM A106 GR.BĄ╚Ż╗Ųš╠╝õōĪóā×(y©Łu)┘|(zh©¼)õōĪó║ŽĮõōĪŻ«a(ch©Żn)ŲĘł╠(zh©¬)ąąŻ║GBŻ»T6725-2002Ż¼GBŻ»T6728-2002Ż¼GBŻ»T3094-2000Ż¼LW/T02-2004Ż¼DIN59410Ż¼JISG3466-88Ż¼EN10210Ą╚ś╦(bi©Īo)£╩(zh©│n)ŻĪ
└õ▄ł░ÕĦõō▄łÖC(j©®)░┤Ųõū„śI(y©©)ųŲČ╚Ą─▓╗═¼Ż¼╣▓ėą╚²ĘN╦┘Č╚ųŲČ╚ĪŻ╝┤▐D(zhu©Żn)Ž“Īó▐D(zhu©Żn)╦┘▓╗ūāĄ─Č©╦┘▄łųŲŻ¼┐╔š{(di©żo)╦┘Ą─┐╔─µ▄łųŲŻ¼╣╠Č©▐D(zhu©Żn)Ž“Ą─┐╔š{(di©żo)╦┘▄łųŲĪŻŽ“Īó▐D(zhu©Żn)╦┘▓╗ūāĄ─Č©╦┘▄łųŲ▀@ĘN╦┘Č╚ųŲČ╚Ż¼ų„ę¬ė├į┌ąĪą═└õ▄łšŁÄ¦õōĄ─Č■▌üĪó╦─▌ü▄łÖC(j©®)ĪŻ═©│ŻČ■▌ü▄łÖC(j©®)Ą─▌üÅĮDĪ▄35mm▌ü╔ĒķL(zh©Żng)Č╚LĪ▄5mmŻ╗╦─▌ü▄łÖC(j©®)Ą─╣żū„▌üų▒ÅĮD╣żĪ▄2mmų¦ō╬▌üų▒ÅĮDų¦Ī▄4mm▌ü╔ĒķL(zh©Żng)Č╚LĪ▄5mmę“▀@ŅÉ▄łÖC(j©®)į┌åóäė(d©░ng)▀^(gu©░)│╠ĪóųŲäė(d©░ng)▀^(gu©░)│╠Ħ║±┐╔─▄│¼▓ŅŻ¼┴Ē═ŌŻ¼▀@ŅÉ▄łÖC(j©®)─┐Ū░╚į▀_(d©ó)Č╝▓╔ė├╚╦╣ż╩ųäė(d©░ng)£y(c©©)║±║═š{(di©żo)š¹Ż¼╣╩▄łųŲ╦┘Č╚×ķ.5m/sĪŻš{(di©żo)╦┘Ą─┐╔─µ▄łųŲõōŠĒ═©▀^(gu©░)ķ_(k©Īi)ŠĒĪóų▒Ņ^╦═╚ļ▄łÖC(j©®)║¾Ż¼į┌Ū░║¾ŠĒŪ·ÖC(j©®)╔Žę¦ūĪĦõōŅ^╬▓Ż¼▀M(j©¼n)ąą═∙Å═(f©┤)▄łųŲĪŻ├┐Ą└┤╬Č╝ę¬Įø(j©®ng)▀^(gu©░)╝ė╦┘Īó£p╦┘Īó═Ż▄ćĪóōQŽ“Ą╚▀^(gu©░)│╠ĪŻ╦┘Č╚╠½Ė▀Ż¼▀^(gu©░)Č╔Ģr(sh©¬)ķgķL(zh©Żng)Ż¼Ä¦õō│¼▓ŅķL(zh©Żng)Č╚į÷╝ėĪŻ┤╦═ŌŻ¼▄łųŲĄ─░ÕŠĒųž┴┐ę╗░Ńį┌5ŻŁ3揯¼Ž▐ųŲ┴╦╦┘Č╚Ą─╠ßĖ▀ĪŻ┴Ē═ŌŻ¼═©▀^(gu©░)║Ė┐pĢr(sh©¬)Ż¼ę¬£p╦┘Ż¼╣╩▄łųŲ╦┘Č╚ę╗░Ńį┌5ŻŁ2m/sĪŻ▀B▄łÖC(j©®)ĮMĄ─╦┘Č╚ųŲČ╚└õ▀B▄łÖC(j©®)╔·«a(ch©Żn)Ą─╠ž³c(di©Żn)╩Ū╦┘Č╚Ė▀Ż©2ŻŁ4m/sŻ®Ż¼╔·«a(ch©Żn)─▄┴”┤¾Ż¼▄łųŲ░ÕŠĒųž4ŻŁ6ćŹĪŻ▄łųŲĢr(sh©¬)Ž╚▓╔ė├Ą═╦┘▄łųŲ╝s1ŻŁ3m/sŻ¼┤²═©▀^(gu©░)Ė„ÖC(j©®)╝▄▓óė╔Åł┴”ŠĒ╚ĪÖC(j©®)ŠĒ╔Žų«║¾Ż¼═¼▓Į╝ė╦┘ĄĮ▄łųŲ╦┘Č╚Ż¼▀M(j©¼n)╚ļĘĆ(w©¦n)Č©▄łųŲļAČ╬ĪŻ