ą┬Į«÷╬ųą┐ŲĮ©▓─Ż¼õōĮYśŗŻ¼ŠW╝▄Ż¼ųąć°õōĮYśŗąąśI│╩¼F│ų└m║═┐ņ╦┘Ą─į÷ķLä▌Ņ^Ż¼õōĮYśŗ«a┴┐Å─2002─ĻĄ─850╚fćŹį÷ķLĄĮ2009─ĻĄ─2294╚f揯¼─ĻŠ∙Å═║Žį÷ķL┬╩▀_ĄĮ15.24%ĪŻō■ŽÓĻPöĄō■╣└ėŗŻ¼2010─ĻŻ¼õōĮYśŗ«a┴┐▀_ĄĮ2600╚fćŹĪŻ2011─ĻŻ¼õōĮYśŗ«a┴┐╝s×ķ2900╚fćŹĪŻ╬ęć°õōĮYśŗąąśIš²╠Äė┌čĖ├═░lš╣ĢrŲ┌ĪŻ
ųąć°õōĮYśŗąąśI┐é¾w╝»ųąČ╚▌^Ą═ĪŻ─Ļ«a┴┐1╚fćŹęįŽ┬Īó1-5╚fćŹĪó5-30╚fćŹĪó30╚fćŹęį╔ŽĄ─õōĮYśŗŲ¾śIöĄ┴┐Ęųäe×ķ4000-5000Īó100Īó20Īó6-8;ōĒėąõōĮYśŗ╠ž╝ēųŲįņ┘Y┘|Ą─Ų¾śI51╝ęŻ¼ōĒėą▌pą═õōĮYśŗ╣ż│╠įOėŗīŻĒŚ┘Y┘|Ą─Ų¾śI82╝ęŻ¼Č°═¼ĢrōĒėą╔Ž╩÷┘Y┘|╝░īŻśI│ą░³ę╗╝ē┘Y┘|Ą─Ų¾śIĖ³╔┘ĪŻļSų°ąąśI▓╗öÓ░lš╣Ż¼ąąśIā╚▓ó┘Åš¹║Ž¼FŽ¾īó│╔×ķ│ŻæBĪŻ
ųž³cų¬ūR
źP ▓źł¾
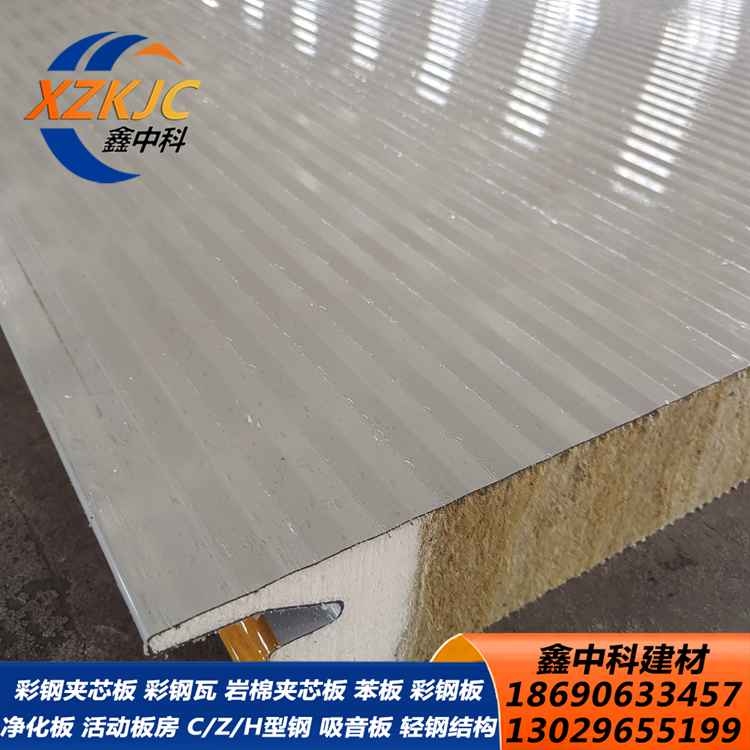
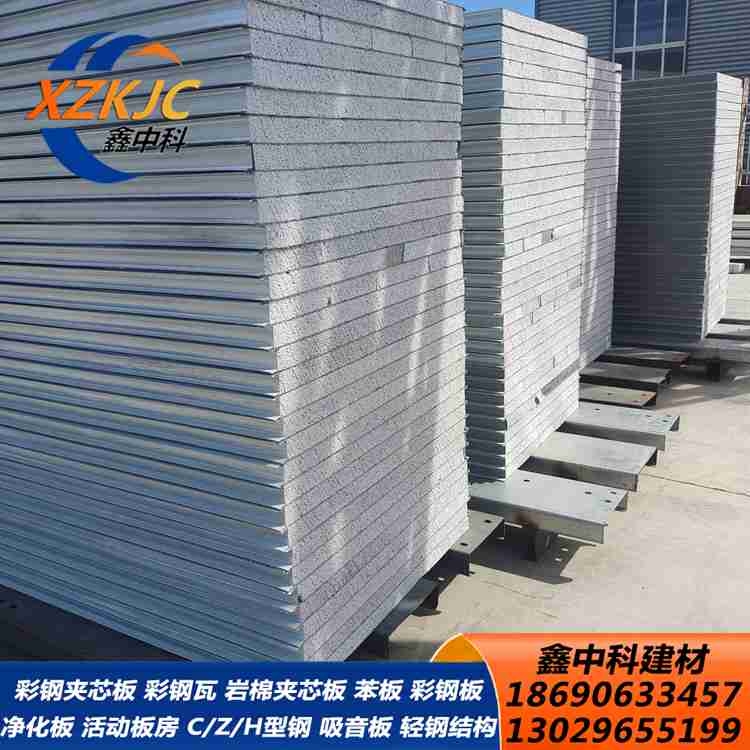
1 ĪóõōĮYśŗ¾wŽĄŠ▀ėąūįųž▌pĪó░▓čb╚▌ęūĪó╩®╣żų▄Ų┌Č╠Īó┐╣šąį─▄║├Īó═Č┘Y╗ž╩š┐ņĪóŁhŠ│╬█╚Š╔┘Ą╚ŠC║Žā×ä▌Ż¼╦▄ąį║═Ēgąį║├ ┐╣ø_ō¶ąį║├ĪŻ
2 Īóõō▓─Ą─ĘNŅÉėąŻ║ ░┤║±Č╚▓╗═¼Ęų▒Ī░ÕŻ©▒Īõō░Õ║±Č╚<4mmŻ®Īóųą░ÕŻ©ųą║±Č╚4-20mmŻ®║═║±░ÕŻ©║±Č╚20--60mmŻ®┤¾ė┌60×ķ╠ž║±4ĘNĪŻõōĦ░³└©į┌õō░ÕŅÉā╚ĪŻ
3ĪóŲš═©┬▌╦©┼cĖ▀ÅŖ┬▌╦©Ą─ģ^äe?
Ųš═©┬▌╦©ę╗░Ńė├Ųš═©╠╝╦žĮYśŗõōųŲįņŻ¼▓╗Įø¤ß╠Ä└ĒŻ¼Ė▀ÅŖ┬▌╦©ę╗░Ńė├ā×┘|╠╝╦žĮYśŗõō╗“║ŽĮĮYśŗõōųŲįņŻ¼ąĶę¬Įø▀^š{┘|¤ß╠Ä└Ē╠ßĖ▀ŠC║ŽÖCąĄąį─▄ĪŻ Ė▀ÅŖČ╚Ęų×ķŻ¼8.8╝ēŻ¼10.9╝ēŻ¼12.9╝ēĪŻ
Å─ÅŖČ╚Ą╚╝ē: Ė▀ÅŖ┬▌╦©│Żė├8.8S║═10.9Sā╔éĆÅŖČ╚Ą╚╝ēĪŻ Ųš═©┬▌╦©ę╗░Ńėą4.4╝ēŻ¼4.8╝ē 5.6╝ē8.8╝ēĪŻ
Å─╩▄┴”╠ž³cĖ▀ÅŖ┬▌╦©╩®╝ėŅA└Ł┴”║═┐┐─”▓┴┴”é„▀f═Ō┴”Ż¼Ųš═©┬▌╦©┐┐╦©ŚU┐╣╝¶┴”║═┐ū▒┌│ąē║üĒé„▀f╝¶┴”ĪŻ
4Īó ░┤╩▄┴”╠žąįĘų×ķŻ║─”▓┴ą═┼c│ąē║ą═
─”▓┴ą═Ė▀ÅŖ┬▌╦©╩Ūę└ō■▒╗▀BĮė╝■ų«ķgĄ──”▓┴┴”é„▀f═Ō┴”Ż¼«ö╝¶┴”Ą╚ė┌─”▓┴┴”ĢrŻ¼śO×ķ─”▓┴ą═Ė▀ÅŖ┬▌╦©▀BĮėĄ─įOėŗśOŽ▐║╔▌dĪŻ┤╦Ģr┬ō▒ŖĄ─ŚU╝■▓╗Ģ■░l╔·ŽÓī”╗¼ęŲŻ¼┬▌╦©ŚU▓╗╩▄╝¶Ż¼┬▌╦©┐ū▒┌▓╗│ąē║ĪŻ
│ąē║ą═Ė▀ÅŖ┬▌╦©┼cŲš═©┬▌╦©ŅÉ╦ŲŻ¼╝¶┴”┐╔ęį│¼▀^─”▓┴┴”Ż¼┤╦Ģr▒╗▀BĮėśŗ╝■ų«ķgĢ■░l╔·ŽÓī”╗¼ęŲŻ¼┬▌╦©ŚU┼c┐ū▒┌Įėė|Ż¼▀BĮėę└┐┐─”▓┴┴”┼c┬▌╦©ŚUĄ─╝¶ŪąĪó│ąē║╣▓═¼é„┴”ĪŻ
│ąē║ą═Ė▀ÅŖ┬▌╦©Ą─ūāą╬▌^┤¾Ż¼▓╗▀mė├ė┌ų▒Įė│ą╩▄äė┴”║╔▌dĮYśŗĄ─▀BĮėĪŻ
5Īó║ĖŚlĘNŅÉÄūĘN
┤¾¾wėą╩«ÄūĘNŻ║╠╝õō║ĖŚlĪóĄ═║ŽĮõō║ĖŚlĪóŃf║═ŃtŃf─═¤ßõō║ĖŚlĪóĄ═£žõō║ĖŚlĪó▓╗õPõō║ĖŚlĪóČč║Ė║ĖŚlĪóĶTĶF║ĖŚlĪóµć╝░µć║ŽĮ║ĖŚlĪóŃ~╝░Ń~║ŽĮ║ĖŚlĪóõX╝░õX║ŽĮ║ĖŚl╝░╠ž╩Ōė├═Š║ĖŚlĪŻ
6Īó║Ė┐p╚▒Ž▌Ż║
Ż©1Ż®╬┤║Ė═ĖŻ║─Ė¾wĮī┘ĮėŅ^╠ÄųąķgŻ©XŲ┬┐┌Ż®╗“Ė∙ ▓┐Ż©VĪóUŲ┬┐┌Ż®Ą─Ōg▀ģ╬┤═Ļ╚½╚█║Žį┌ę╗ŲČ°┴¶Ž┬Ą─Šų▓┐╬┤╚█║ŽĪŻ╬┤║Ė═ĖĮĄĄ═┴╦║ĖĮėĮėŅ^Ą─ÖCąĄÅŖČ╚Ż¼į┌╬┤║Ė═ĖĄ─╚▒┐┌║═Č╦▓┐Ģ■ą╬│╔æ¬┴”╝»ųą³cŻ¼į┌║ĖĮė╝■│ą╩▄▌d║╔Ģr╚▌ęūī¦ų┬ķ_┴čĪŻ
Ż©2Ż®╬┤╚█║ŽŻ║╣╠¾wĮī┘┼c╠Ņ│õĮī┘ų«ķgŻ©║ĖĄ└┼c─Ė▓─ų«ķgŻ®Ż¼╗“š▀╠Ņ│õĮī┘ų«ķgŻ©ČÓĄ└║ĖĢrĄ─║ĖĄ└ų«ķg╗“║Ėīėų«ķgŻ®Šų▓┐╬┤═Ļ╚½╚█╗»ĮY║ŽŻ¼╗“š▀į┌³c║ĖŻ©ļŖūĶ║ĖŻ®Ģr─Ė▓─┼c─Ė▓─ų«ķg╬┤═Ļ╚½╚█║Žį┌ę╗ŲŻ¼ėąĢrę▓│Ż░ķėąŖAį³┤µį┌ĪŻ
Ż©3Ż®ÜŌ┐ūŻ║į┌╚█╗»║ĖĮė▀^│╠ųąŻ¼║Ė┐pĮī┘ā╚Ą─ÜŌ¾w╗“═ŌĮńŪų╚ļĄ─ÜŌ¾wį┌╚█│žĮī┘└õģs─²╣╠Ū░╬┤üĒĄ├╝░ęń│÷Č°Üł┴¶į┌║Ė┐pĮī┘ā╚▓┐╗“▒Ē├µą╬│╔Ą─┐šč©╗“┐ūŽČŻ¼ęĢŲõą╬æB┐╔Ęų×ķå╬éĆÜŌ┐ūĪóµ£ĀŅÜŌ┐ūĪó├▄╝»ÜŌ┐ūŻ©░³└©ĘõĖCĀŅÜŌ┐ūŻ®Ą╚Ż¼╠žäe╩Ūį┌ļŖ╗Ī║ĖųąŻ¼ė╔ė┌ę▒Į▀^│╠▀MąąĢrķg║▄Č╠Ż¼╚█│žĮī┘║▄┐ņ─²╣╠Ż¼ę▒Į▀^│╠ųą«a╔·Ą─ÜŌ¾wĪóę║æBĮī┘╬³╩šĄ─ÜŌ¾wŻ¼╗“š▀║ĖŚlĄ─║Ėä®╩▄│▒Č°į┌Ė▀£žŽ┬ĘųĮŌ«a╔·ÜŌ¾wŻ¼╔§ų┴╩Ū║ĖĮėŁhŠ│ųąĄ─رČ╚╠½┤¾ę▓Ģ■į┌Ė▀£žŽ┬ĘųĮŌ│÷ÜŌ¾wĄ╚Ą╚Ż¼▀@ą®ÜŌ¾wüĒ▓╗╝░╬÷│÷ĢrŠ═Ģ■ą╬│╔ÜŌ┐ū╚▒Ž▌ĪŻ▒M╣▄ÜŌ┐ū▌^ų«Ųõ╦³Ą─╚▒Ž▌Ųõæ¬┴”╝»ųą┌ģä▌ø]ėą─Ū├┤┤¾Ż¼Ą½╩Ū╦³ŲŲē─┴╦║Ė┐pĮī┘Ą─ų┬├▄ąįŻ¼£p╔┘┴╦║Ė┐pĮī┘Ą─ėąą¦Įž├µĘeŻ¼Å─Č°ī¦ų┬║Ė┐pĄ─ÅŖČ╚ĮĄĄ═ĪŻ
7Īó¤oōp╠Įé¹╩Ūį┌▓╗ōpē─╣ż╝■╗“įŁ▓─┴Ž╣żū„ĀŅæBĄ─Ū░╠ߎ┬Ż¼ī”▒╗Öz“×▓┐╝■Ą─▒Ē├µ║═ā╚▓┐┘|┴┐▀MąąÖz▓ķĄ─ę╗ĘN£yįć╩ųČ╬ĪŻ