Ųß░³ŠĆ║ĖĮėÖCįŁ└Ēī”▒╚Ż║
Ųß░³ŠĆ³c║ĖÖCįŁ└ĒŻ║
³c║ĖÖC┼õė├ųąŅl─µūāų▒┴„║ĖĮėļŖį┤Ż¼┼õęįŠ½├▄╝ėē║ÖCŅ^║═īŻė├║ĖŅ^Ż©─═Ė▀£ž┤¾ļŖūĶ▓─┴ŽŻ®Ż¼║ĖŅ^š²žōļŖśO│╔ū¾ėę▀BĮėŻ¼║ĖŅ^ē║ūĪŲß░³ŠĆĢrŻ¼┤¾ļŖ┴„Č╠Ģrķg┴„Įø║ĖŅ^Ż¼║ĖŅ^╦▓Ģr«a╔·¤ß─▄Ż¼Õa╦▓ķg╚█╗»║═╣╠╗»Ż¼ÕaĖ▓╔wŠĆĪŻ
Ųß░³ŠĆ├}ø_¤ßē║ÖCŻ©├}ø_ļŖ┴„╝ė¤ßŻ®įŁ└Ē
1ĪóŲß░³ŠĆ║ĖĮė├}ø_ļŖį┤╝ė¤ßĘĮ╩Į╩Ū└¹ė├├}ø_ļŖ┴„┴„▀^ŃfĪóŌüĄ╚Ė▀ļŖūĶ▓─┴ŽĢr«a╔·Ą─Į╣Č·¤ß╚ź╝ė¤ß║ĖĮėĄ─ĘĮ╩ĮĪŻę╗░Ńę¬į┌╝ė¤ßŠūĄ─Ū░Č╦▀BĮėėą¤ß³c┼╝Īóė╔┤╦Č°«a╔·Ą─ŲļŖ┴”īŹĢrĘ┤ü╗ž┐žųŲļŖį┤üĒ▒Żš²įOČ©£žČ╚Ą─š²┤_ąįĪŻ
2Īó├}ø_ļŖ┴„╝ė¤ßčbų├╩Ū╦▓ķg╝ė¤ßĘĮ╩ĮŻ¼ų╗į┌ąĶę¬╚█╗»║ĖÕaĢr▀Mąą═©ļŖ╝ė¤ßĪŻ
3ĪóĮī┘ųŲĄ─║ĖŠūėąļŖ┴„═©▀^Ģr░l¤ß║¾╚█╗»║ĖÕaĪŻ║ĖÕa╚█╗»║¾═Żų╣═©ļŖĪó▀Mąą└õģsĪŻ╝ėē║ĀŅæBų▒ĄĮ║ĖÕa─²╣╠×ķų╣Ż¼┐╔ęįĄ├ĄĮĖ▀ą┼┘ćąįĄ─ø]ėą╠ō║ĖĪóĖĪŲĄ─║ĖĮėĪŻ
Ųß░³ŠĆ║ĖĮėÖCā×ä▌ī”▒╚Ż║
Ųß░³ŠĆ³c║ĖÖCā×ä▌
1Īó ą¦┬╩Ė³┐ņĪŻĘ┼ļŖĢrķg═∙═∙į┌Äū║┴├ļĪ¬Ī¬Äū╩«║┴├ļĪŻ▀mæ¬Ė▀╔·«aą¦┬╩ę¬Ū¾ĪŻ
2Īó ▀mæ¬Ė„ĘN║Ė³cŻ©║Ė▒PŻ®Ż¼║Ė³cŻ©║Ė▒PŻ®┐╔ęį▓╗ė├╝ėÕaĪóÕāÕaĪŻ
3Īó ─▄Š½┤_┐žųŲļŖśOļŖ┴„╗“ļŖē║Ż¼Ą½▓╗─▄┐žųŲļŖśOĄ─£žČ╚ĪŻ
Ųß░³ŠĆ├}ø_¤ßē║ÖCŻ©├}ø_ļŖ┴„╝ė¤ßŻ®ā×ä▌Ż║
1Īó ─▄ē“Š½┤_┐žųŲļŖśOŻ©║ĖŅ^Ż®£žČ╚Ż¼Š½┤_┐žųŲĄĮš²žō2Č╚Ż¼▒▄├Ōī”║ĖĮė«aŲʤ²é¹Ż╗
2Īó ║Ė▒PŻ©║Ė³cŻ®ąĶę¬ÕāÕaīėŻ©╗“ėĪ╦óÕaīėŻ®Ż¼Ųß░³ŠĆ─▄ē“Ė³║├Ą─▒╗ÕaĖ▓╔wŻ¼─▄▀_ĄĮĖ³┤¾Ą─└Ł░╬┴”Ż¼Ųß░³ŠĆūāą╬┴┐ę▓▌^ąĪĪŻ
3Īó ŽÓī”Ųß░³ŠĆ³c║ĖÖCŻ¼ą¦┬╩▌^┬²Ż¼╝ė¤ßĢrķgąĶę¬0.3├ļŻ¼╝ė╔Ž╔²£ž└õģsĄ─ĢrķgŻ¼š¹éĆ▀^│╠ąĶę¬2├ļČÓĪŻ
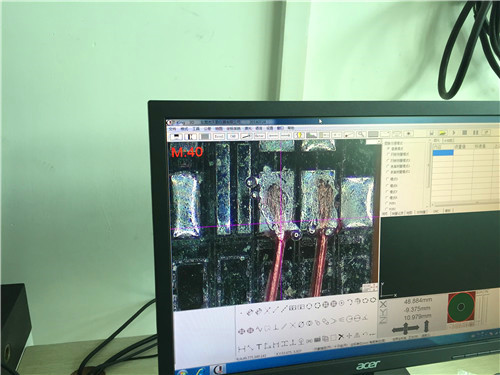
Ųß░³ŠĆ³c║ĖÖCŻ║
Ųß░³ŠĆ├}ø_¤ßē║ÖC

Ųß░³ŠĆ³c║ĖÖCīŹ└²