
ųąŅlĮ╗┴„ļŖūĶ║ĖÖC
╝╝ąg(sh©┤)╠ž³c
ųąŅlĮ╗┴„ļŖūĶ║ĖÖC╝░║ĖĮė╣ż╦ćĘĮĘ©Ż¼░³║¼┴╦ęį═∙╣żŅlĮ╗┴„ļŖūĶ║ĖŻ¼ųąŅl┤╬╝ēš¹┴„ļŖūĶ║ĖŻ¼ļŖ╚▌ā”─▄ļŖūĶ║ĖŻ¼Ą═ŅlļŖūĶ║ĖŻ¼ų▒┴„ø_ō¶▓©ļŖūĶ║ĖĄ─║ĖĮė╣ż╦ć╠žąįĪŻŲõųąĮ╗┴„ų▒┴„╗ņ║Ž▌ö│÷Ą─║ĖĮė╣ż╦ć;×ķ▀xō±ļŖūĶ║Ė║ĖÖC╝░ųŲČ©║ĖĮė╣ż╦ćŻ¼ęį╝░═©▀^┐žųŲš²žō(f©┤)śOąį▒╚└²üĒĮŌøQśOąįą¦æ¬(y©®ng)ī”ļŖūĶ║Ė┘|(zh©¼)┴┐Ą─ė░Ēæ;╠ß╣®┴╦┼cęį═∙═Ļ╚½▓╗═¼Ą─ę╗ĘNįO(sh©©)éõ╝░╣ż╦ćĘĮĘ©ĪŻ
▒│Š░╝╝ąg(sh©┤)
─┐Ū░Ż¼é„Įy(t©»ng)Ą─ļŖūĶ║ĖįO(sh©©)éõĘų×ķŻ║
1╣żŅlĮ╗┴„ļŖūĶ║ĖŻ¼
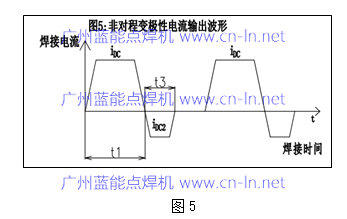
2╣żŅlå╬ŽÓ┤╬╝ēš¹┴„ļŖūĶ║ĖŻ¼
3╣żŅl╚²ŽÓ┤╬╝ēš¹┴„ļŖūĶ║Ė,
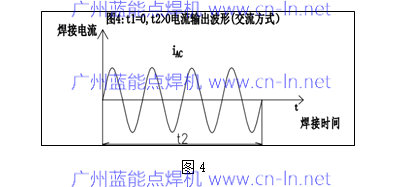
4ųąŅl┤╬╝ēš¹┴„ļŖūĶ║ĖŻ¼
5ļŖ╚▌ā”─▄ļŖūĶ║ĖŻ¼
6Ą═ŅlļŖūĶ║ĖŻ¼
7ų▒┴„ø_ō¶▓©ļŖūĶ║Ė
é„Įy(t©»ng)Ą─║ĖĮėįO(sh©©)éõ╩ŪŻ¼ę╗ĘNļŖūĶ║ĖįO(sh©©)éõŠ▀ėąŽÓī”æ¬(y©®ng)Ą─ę╗ĘN╣ż╦ć║═ĮY(ji©”)śŗ(g©░u)╠žąįĪŻŲõųą╚╬║╬ę╗ĘNįO(sh©©)éõ▓╗Š▀éõŲõ╦³ā╔ĘN╗“ā╔ĘNęį╔Ž║ĖÖCĄ─╠žąįŻ╗«ö(d©Īng)╣ż╝■ĮY(ji©”)śŗ(g©░u)║═▓─┘|(zh©¼)░l(f©Ī)╔·ūā╗»ĢrŻ¼▒žĒÜ▀xė├▓╗═¼ŅÉą═Ą─ļŖūĶ║ĖÖC╝░║ĖĮėĘĮĘ©▓┼─▄½@Ą├║ŽĖ±Ą─║ĖĮė┘|(zh©¼)┴┐,Č°┤╦ĘNįO(sh©©)éõ─▄ē“į┌ę╗┼_įO(sh©©)éõ╔ŽīŹ¼F(xi©żn)ČÓĘN║ĖĮė╣ż╦ć╝░ĘĮĘ©,═žīÆ┴╦Ųõæ¬(y©®ng)ė├ĘČć·ĪŻ
į┌īŹļHæ¬(y©®ng)ė├ųąŻ¼╚ńČÓ³c═╣║ĖŻ¼Ė▀╦┘³c║ĖŻ¼Š½├▄║ĖĮė,ėą╔½Įī┘║ĖĮėČ╝Ą├ĄĮÅVĘ║Ą─æ¬(y©®ng)ė├.
═©▀^š{(di©żo)š¹║ĖĮėģóöĄ(sh©┤)Ą├ĄĮłD1ĄĮłD6Ą─║ĖĮėļŖ┴„-Ģrķg▓©ą╬łD
▓╗═¼Ą─▓©ą╬łDī”æ¬(y©®ng)▓╗═¼Ą─║ĖĮė╣ż╦ćĘĮĘ©:
l ▓©ą╬łD1(Į╗ų▒┴„):▀m║Žå╬ČÓ³c═╣║Ė
īŹ█`ūC├„į┌═╣║ĖĢr(1-30éĆąĪ═╣³c)
▒╚ęį═∙Ą─║ĖĮėĘĮĘ©Ė³╚▌ęū½@Ą├ĘĆ(w©¦n)Č©Ą─║ĖĮė┘|(zh©¼)┴┐
(ā╚(n©©i)į┌┘|(zh©¼)┴┐║══Ōė^┘|(zh©¼)┴┐)
|
|

l ▓©ą╬łD2(ā”─▄):▀m║Ž2-15║┴├ļŠ½├▄³c║Ė
īŹ█`ūC├„į┌╠ž╩Ō▓─┴ŽŠ½├▄║ĖĮėĢrŻ©2-15║┴├ļŻ®┤╦ĘNĘĮĘ©į┌▒ŻūC║ĖĮėÅŖČ╚Ą─Ū░╠ߎ┬─▄ėąą¦Ąž£p╔┘║ĖĮė¤ß┴č╝y
|
|

l ▓©ą╬łD3:▀m║Ž³c║ĖõX╝░õX║ŽĮ
|
|

l ▓©ą╬łD4:▀m║ŽČÓīė▒Ī░Õ³c║Ė«a(ch©Żn)╔·Ęų┴„Ż¼ė╔ė┌¤ośOąįą¦æ¬(y©®ng)Ż¼─▄▒ŻūC╚▄╔Ņę╗ų┬ąį
 ĪĪ
ĪĪ
ĪĪĪĪ
l ▓©ą╬łD5:▀m║Žā╔ĘN▓╗═¼║±Č╚░Õ³c║ĖŻ¼═©▀^śOąįą¦æ¬(y©®ng)Ż¼š{(di©żo)š¹╚█║╦Ą─Ų½ęŲĘĮŽ“Ż╗
l ▓©ą╬łD6:▀m║ŽĖ▀╦┘³c║Ė╝░Ė▀╦┘ĘĻ║Ė
 |
æ¬(y©®ng)ė├īŹ└²
1 į┌ČÓ³c═╣║ĖļŖ│žśOĮM(8³c)Ģr└¹ė├▒ŠĘĮĘ©(╠µ┤·ā”─▄║Ė)Ż¼▓╔ė├łD1║ĖĮė▓©ą╬įO(sh©©)Č©iDC=30000░▓┼ÓŻ¼t1=7║┴├ļ(▒ŻūC║Ė└╬,’w×R╔┘);t2=10ų▄▓©iAC=8000░▓┼Ó;Ņl┬╩f=250HZ (▒ŻūCē║ŲĮŻ¼ļpŽ“į÷┤¾╚▄╔Ņ) ĪŻ
2 į┌ē║┐sÖCĮėŠĆų∙║ĖĮėĢr║═╔ó¤ßŲ„┤ŅĮń║Ė╠µ┤·╚²ŽÓ┤╬╝ēš¹┴„║ĖÖC║═ųąŅl║ĖÖCŻ¼─▄ėąą¦£p╔┘─▄║─Ż¼ĮĄĄ═║ĖÖC╣╩šŽ┬╩Ż¼£p╔┘śOąįą¦æ¬(y©®ng)ī”╚█╔ŅĄ─ė░ĒæŻ¼╩ŪūŅ╝čĄ─║ĖĮėĘĮĘ©Ż╗
3 └¹ė├Ųõ├}īÆŅl┬╩┐╔š{(di©żo)╠žąįŻ©100-150HZŻ®╝░║Ńē║ĘĮ╩ĮŻ╗į┌▒Ī░Õ³c║Ė╣ż╦ćųą─▄£p╔┘║Ė³cų«ķgĘų┴„ī”║ĖĮė┘|(zh©¼)┴┐Ą─ė░ĒæŻ¼▓ó─▄ĮĄĄ═║ĖĮė’w×RŻ¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩╩Ū└ĒŽļĄ─║ĖĮėĘĮĘ©ų«ę╗Ż©┼c╝āų▒┴„║ĖŽÓ▒╚Ż®ĪŻ
ĮY(ji©”)šō
ųąŅlŻ©ūāŅlŻ®Į╗ų▒┴„ļŖūĶ║ĖÖCĄ─ūŅ┤¾ā×(y©Łu)ä▌╩ŪŻ║
1įōĘĮĘ©─▄ė├ę╗ĘN║ĖĮė┐žųŲŲ„║═║ĖĮėūāē║Ų„īŹ¼F(xi©żn)é„Įy(t©»ng)ČÓĘNļŖūĶ║ĖÖCĄ─║ĖĮė╠žąįŻ╗
2ųŲįņ│÷ęį═∙ļŖūĶ║ĖĮėįO(sh©©)éõÅ─ø]ėąĄ─ā╔ĘN║ĖĮė▓©ą╬Ż©łD1Ż¼łD5Ż®×ķę╗ą®▓─┴Ž╣ż╝■Ą─║ĖĮėŻ¼╠ß╣®┴╦┼cęį═∙įO(sh©©)éõ▓╗═¼Ą─╣ż╦ćĘĮĘ©Ż¼
3║ĖĮėūāē║Ų„¤oš¹┴„Č■śO╣▄,└õģs╦«┬Ę║åå╬,ĮĄĄ═┴╦─▄║─,£p╔┘┴╦╣╩šŽ┬╩ĪŻ
ŽÓī”ė┌Ųš═©Ą─╣żŅl┐žųŲŲ„Ż¼Į╗┴„ūāŅl┐žųŲŲ„ėąų°╚ńŽ┬Ą─ā×(y©Łu)³cŻ║
ĪĪĪĪ1. ╚²ŽÓĮ╗┴„ļŖį┤▌ö╚ļ,ė├ļŖŲĮ║Ō;╣”┬╩ę“öĄ(sh©┤)Ė▀Ż╗
ĪĪĪĪ2.ī”ŽÓ═¼Ą─║ĖĮė╣ż╝■,║ĖĮėĢrķg┐sČ╠,╩ĪļŖŻ╗║ĖĮėĘĆ(w©¦n)Č©ģ^(q©▒)╝ė┤¾Ż╗ļŖśOē█├³į÷ķLŻ╗
ĪĪĪĪ3.õXĪóÕāõ\░ÕĪóĖ▀Åł┴”õōĪó▓╗õPõōĪóµV║ŽĮĪó╠╝õōĪóŌüĖ„ĘN▓─┘|(zh©¼)Š∙┐╔║ĖĮėŻ¼║ĖĮėĮY(ji©”)╣¹┴╝║├Ż╗
ĪĪĪĪ4.ė╚Ųõ▀m║Žė┌╚²īė░Õ║ĖĮėĪóĘŪ│Ż▒ĪĄ─▓─┴ŽĄ─║ĖĮėęį╝░Š½├▄║ĖĮėĄ─ę¬Ū¾Ż╗
ĪĪĪĪ5.╔┘’w×RŻ╗
ĪĪĪĪ6.ī”ļŖ┴„Ą─┐ņ╦┘Ēææ¬(y©®ng)┐žųŲ╠ßĖ▀┴╦║Ė³cĄ─┘|(zh©¼)┴┐ĪŻ
ųąŅlĮ╗┴„ļŖūĶ║ĖÖCų„ę¬╝╝ąg(sh©┤)ģóöĄ(sh©┤)Ż║
ĪĪĪĪ1.ūāŅl▌ö│÷ļŖį┤Ņl┬╩Ż║25.0Hz Ī½400.0Hz┐╔ŠÄ│╠Ż╗
ĪĪĪĪ2.┐╔ŠÄ│╠ūŅČÓ64╠ū║ĖĮėęÄ(gu©®)ĘČŻ╗
ĪĪĪĪ3.╚²Č╬╝ė¤ß▀^│╠Ż║ŅA(y©┤)¤ßĪó║ĖĮėĪó╗ž╗Ż╗Ųõųą║ĖĮėČ╬ųą┐╔ęįūį╝║Č©┴x▀fį÷║═▀f£pČ╬Ż╗
ĪĪĪĪ4.┐╔ŠÄ│╠ē║┴”┐žųŲŻ¼ūŅČÓ┐╔Č©┴x10éĆē║┴”Č╬Ż╗
ĪĪĪĪ5.┐╔ŠÄ│╠▌ö│÷I/O┐┌Ż║┐╔ŠÄ│╠3Č╬▌ö│÷Ż¼Ė³║├Ąž┼cPLCĪóÖCŲ„╚╦Ą╚▀m┼õŻ╗
ĪĪĪĪ6.║Ė³cėŗöĄ(sh©┤)╣”─▄ĪŻ
ųąŅlŻ©ūāŅlŻ®Į╗ų▒┴„ļŖūĶ║ĖÖC╝╝ąg(sh©┤)ģóöĄ(sh©┤)
ĪĪĪĪ1.▌ö╚ļļŖē║Ż║╚²ŽÓ380VŻ¼50HZ/60HZŻ¼ļŖį┤▓©äė+10%Ż¼-20%Ż╗
ĪĪĪĪ2. ▌ö│÷ļŖē║Ż║å╬ŽÓPWM ▌ö│÷ 500VŻ╗
ĪĪĪĪ3. ▌ö│÷ļŖ┴„Ż║ūŅ┤¾ĘÕųĄļŖ┴„800AŻ╗
ĪĪĪĪ4.└õģs╦«Ż║┴„┴┐ 18L/MINŻ¼£žČ╚Ī▄30ĪµŻ╗
ĪĪĪĪ5.╣żū„Łh(hu©ón)Š│£žČ╚Ż║0~50ĪµŻ╗
ĪĪĪĪ6.ÜŌķyęÄ(gu©®)Ė±Ż║DC24VĪŻ
ųąŅlĮ╗┴„ļŖūĶ║ĖÖC╗∙▒ŠįŁ└Ē
┼cé„Įy(t©»ng)Ą─ļŖūĶ║ĖÖCŽÓ═¼³c:Č╝ė╔╝ėē║ÖCśŗ(g©░u),ÜŌ┬Ę╦«┬Ę,ūāē║Ų„,ÖCÜż,║ĖĮėļŖśO,║ĖĮė┐žųŲŲ„ĮM│╔;
▓╗═¼ų«╠ÄėąČ■: ├}īÆ┐╔š{(di©żo) ║ĖĮėūāē║Ų„; ├}īÆ┐╔š{(di©żo)║ĖĮė┐žųŲŲ„
1:├}īÆ┐╔š{(di©żo) ║ĖĮėūāē║Ų„; Ė∙ō■(j©┤)╣½╩ĮV=4.44fNBS
═Ųī¦(d©Żo)│÷╣½╩Į: ║ĖĮėŅl┬╩f=V/4.44NBS
ūāē║Ų„ųŲįņ═Ļ│╔║¾, ūāē║Ų„ĶFąŠ┤┼Ėąæ¬(y©®ng)ÅŖČ╚B ūāē║Ų„ĶFąŠĮž├µĘeSę╗Č©Ģr;š{(di©żo)š¹┐žųŲŲ„▌ö│÷ļŖē║V,ūāē║Ų„įčöĄ(sh©┤)N┐╔Ė─ūāūāē║Ų„Ņl┬╩f┤¾ąĪ ;
╝┤├}īÆt=500/f(├}īÆĘČć·t=0.5-500║┴├ļ);
2:├}īÆ┐╔š{(di©żo)║ĖĮė┐žųŲŲ„╩Ūīó╚²ŽÓļŖį┤Ż¼═©▀^Ž▐┴„čbų├ęį╝░š¹┴„Č■śO╣▄š¹┴„Īóā”─▄×V▓©ļŖ╚▌Ų„Ż¼īóĮ╗┴„ļŖūā?y©Łu)ķų▒┴„ļŖŻ╗į┘īóų▒┴„ļŖ▌ö╚ļė╔IGBTĮM│╔Ą─Hś“╗ž┬ĘųąŻ¼į┌ų„┐žųŲļŖ┬ĘĄ─┐žųŲŽ┬Å─U.VČ╦▌ö│÷Įo║ĖĮėūāē║Ų„ę╗┤╬é╚(c©©)├}īÆ┐╔š{(di©żo)ļŖē║Ż╗į┌Č■┤╬é╚(c©©)Ėąæ¬(y©®ng)│÷║ĖĮėļŖē║ļŖ┴„ĪŻ

ĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪĪ ļŖÜŌįŁ└ĒłD
ļŖūĶ║ĖÖC─▄▀MąąęįŽ┬ģóöĄ(sh©┤)Ą─š{(di©żo)š¹įO(sh©©)Č©Ż║
Ż©1Ż® ║ĖĮėē║┴”pŻ¼
Ż©2Ż® ┐╔š{(di©żo)š¹Ą─ūāē║Ų„įč▒╚n
Ż©3Ż® ų▒┴„(DC)║ĖĮėĢrķg├}īÆt1
Ż©4Ż® ų▒┴„(DC)║ĖĮėļŖ┴„iDC
Ż©5Ż® ų▒┴„2(DC2)║ĖĮėĢrķg├}īÆt2
Ż©6Ż® ų▒┴„2(DC2)║ĖĮėļŖ┴„iDC2
Ż©7Ż® Į╗┴„├}īÆt║┴├ļ
Ż©8Ż® Į╗┴„(AC)║ĖĮėĢrķgt3
Ż©9Ż® Į╗┴„(AC)║ĖĮėļŖ┴„iAC
u Ė∙ō■(j©┤)╣½╩ĮU=4.44BNSf;ÜW─ĘČ©┬╔:I=U/R
«ö(d©Īng)B,Sę╗Č©Ģr;š{(di©żo)š¹n╝░fĢr┐╔Ą├ĄĮ║Ž▀mĘČć·Ą─║ĖĮėļŖē║╝░║ĖĮėļŖ┴„
Ė³ČÓ╝╝ąg(sh©┤)å¢Ņ}šł┬ō(li©ón)ŽĄ Óć╣ż qq:459359414